Каталог Stellram фрез со сменными пластинами - страница 255
Навигация
 Каталог Stellram твердосплавные цельные фрезы
Каталог Stellram твердосплавные цельные фрезы Каталог Stellram токарный инструмент
Каталог Stellram токарный инструмент Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами
Каталог Stellram системы со сменными пластинами для фрезерования с высокими подачами Каталог Stellram высокопроизводительные фрезерные системы
Каталог Stellram высокопроизводительные фрезерные системы Каталог Stellram материалы и сплавы
Каталог Stellram материалы и сплавы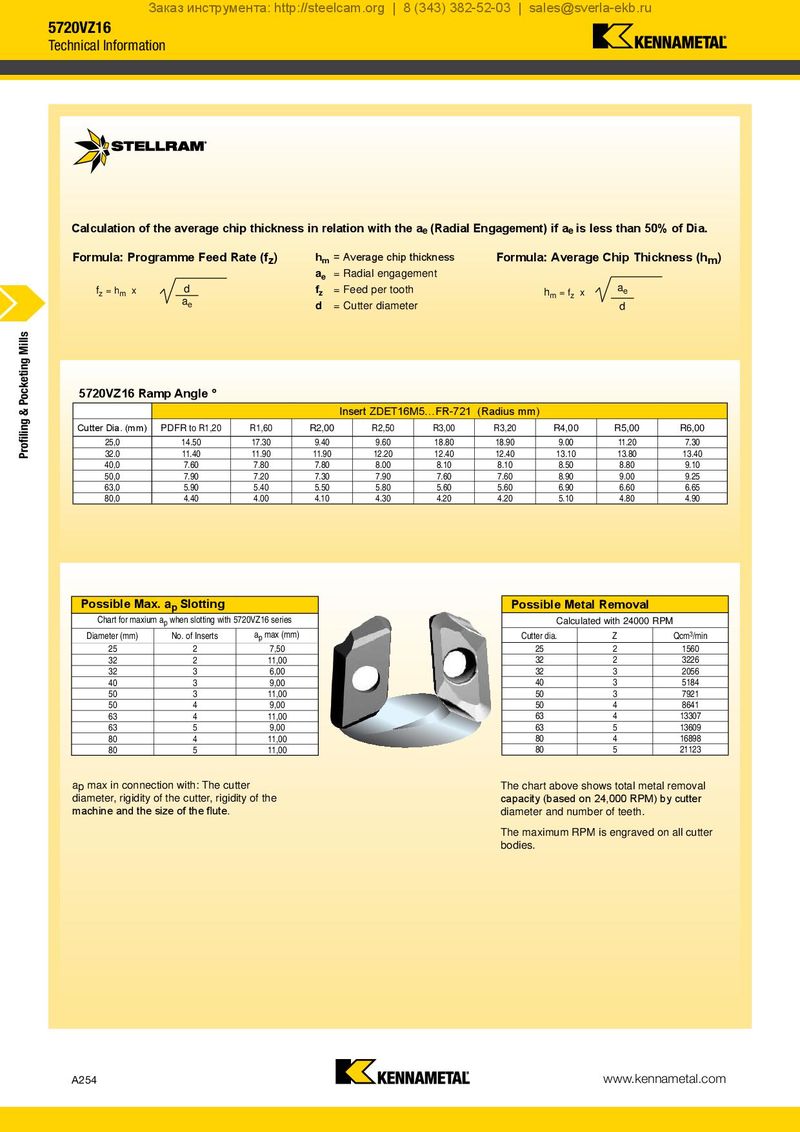
Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru 5720VZ16 Technical Information Calculation of the average chip thickness in relation with the ae (Radial Engagement) if ae is less than 50% of Dia. Formula: Programme Feed Rate (fz) hm = Average chip thickness Formula: Average Chip Thickness (hm) ae = Radial engagement fz = hm x d fz = Feed per tooth hm = fz x ae ae d = Cutter diameter d Profiling & Pocketing Mills 5720VZ16 Ramp Angle ° Insert ZDET16M5…FR-721 (Radius mm) Cutter Dia. (mm) PDFR to R1,20 R1,60 R2,00 R2,50 R3,00 R3,20 R4,00 R5,00 R6,00 25,0 14.50 17.30 9.40 9.60 18.80 18.90 9.00 11.20 7.30 32.0 11.40 11.90 11.90 12.20 12.40 12.40 13.10 13.80 13.40 40,0 7.60 7.80 7.80 8.00 8.10 8.10 8.50 8.80 9.10 50,0 7.90 7.20 7.30 7.90 7.60 7.60 8.90 9.00 9.25 63,0 5.90 5.40 5.50 5.80 5.60 5.60 6.90 6.60 6.65 80,0 4.40 4.00 4.10 4.30 4.20 4.20 5.10 4.80 4.90 Possible Max. ap Slotting Possible Metal Removal Chart for maxium ap when slotting with 5720VZ16 series Calculated with 24000 RPM Diameter (mm) No. of Inserts ap max (mm) Cutter dia. Z Qcm3/min 25 2 7,50 25 2 1560 32 2 11,00 32 2 3226 32 3 6,00 32 3 2056 40 3 9,00 40 3 5184 50 3 11,00 50 3 7921 50 4 9,00 50 4 8641 63 4 11,00 63 4 13307 63 5 9,00 63 5 13609 80 4 11,00 80 4 16898 80 5 11,00 80 5 21123 ap max in connection with: The cutter The chart above shows total metal removal diameter, rigidity of the cutter, rigidity of the capacity (based on 24,000 RPM) by cutter machine and the size of the flute. diameter and number of teeth. The maximum RPM is engraved on all cutter bodies. A254 www.kennametal.com