Каталог SGS монолитный инструмент из композитных материалов - страница 12
Навигация
 Каталог SGS микро инструмент 2021
Каталог SGS микро инструмент 2021 Каталог SGS микроинструмент
Каталог SGS микроинструмент Общий каталог SGS 2021
Общий каталог SGS 2021 Общий каталог SGS 2015 на русском
Общий каталог SGS 2015 на русском Каталог SGS фрезы для обработки пластика PCR series
Каталог SGS фрезы для обработки пластика PCR series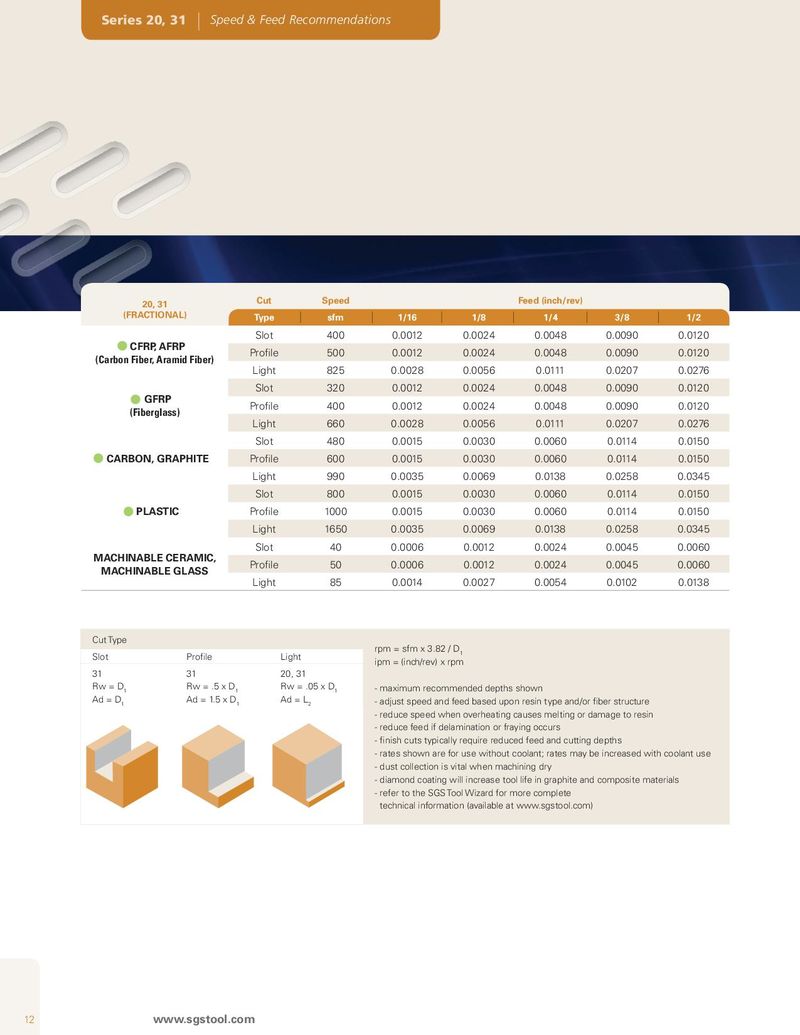
Series 20, 31 Speed & Feed Recommendations 20, 31 Cut Speed Feed (inch/rev) (FRACTIONAL) Type sfm 1/16 1/8 1/4 3/8 1/2 Slot 400 0.0012 0.0024 0.0048 0.0090 0.0120 CFRP, AFRP Profile 500 0.0012 0.0024 0.0048 0.0090 0.0120 (Carbon Fiber, Aramid Fiber) Light 825 0.0028 0.0056 0.0111 0.0207 0.0276 Slot 320 0.0012 0.0024 0.0048 0.0090 0.0120 GFRP Profile 400 0.0012 0.0024 0.0048 0.0090 0.0120 (Fiberglass) Light 660 0.0028 0.0056 0.0111 0.0207 0.0276 Slot 480 0.0015 0.0030 0.0060 0.0114 0.0150 CARBON, GRAPHITE Profile 600 0.0015 0.0030 0.0060 0.0114 0.0150 Light 990 0.0035 0.0069 0.0138 0.0258 0.0345 Slot 800 0.0015 0.0030 0.0060 0.0114 0.0150 PLASTIC Profile 1000 0.0015 0.0030 0.0060 0.0114 0.0150 Light 1650 0.0035 0.0069 0.0138 0.0258 0.0345 Slot 40 0.0006 0.0012 0.0024 0.0045 0.0060 MACHINABLE CERAMIC, Profile 50 0.0006 0.0012 0.0024 0.0045 0.0060 MACHINABLE GLASS Light 85 0.0014 0.0027 0.0054 0.0102 0.0138 Cut Type Slot Profile Light rpm = sfm x 3.82 / D1 ipm = (inch/rev) x rpm 31 31 20, 31 Rw = D 1 Rw = .5 x D 1 Rw = .05 xD 1 - maximum recommended depths shown Ad = D 1 Ad = 1.5 x D 1 Ad = L 2 - adjust speed and feed based upon resin type and/or fiber structure - reduce speed when overheating causes melting or damage to resin - reduce feed if delamination or fraying occurs - finish cuts typically require reduced feed and cutting depths - rates shown are for use without coolant; rates may be increased with coolant use - dust collection is vital when machining dry - diamond coating will increase tool life in graphite and composite materials - refer to the SGS Tool Wizard for more complete technical information (available at www.sgstool.com) 12 www.sgstool.com