Каталог Sandvik вращающиеся инструменты 2017 - страница 345
Навигация
 Дополнение к каталогам Sandvik 2021.2
Дополнение к каталогам Sandvik 2021.2 Дополнение к каталогам Sandvik 2020.2
Дополнение к каталогам Sandvik 2020.2 Каталог Sandvik дополнение 2018
Каталог Sandvik дополнение 2018 Дополнение к каталогам Sandvik 2021.1
Дополнение к каталогам Sandvik 2021.1 Каталог Sandvik точение материалов высокой твердости
Каталог Sandvik точение материалов высокой твердости- Вращающиеся инструменты
- ФРЕЗЕРОВАНИЕ
- Торцевые фрезы
- CoroMill®345
- Торцевые фрезы CoroMill®345
- Пластины для фрез CoroMill®345
- CoroMill®245
- Торцевые фрезы CoroMill®245
- Пластины для фрез CoroMill®245
- CoroMill®419
- Торцевые фрезы CoroMill®419
- Пластины для фрез CoroMill®419
- CoroMill®210
- Торцевые фрезы CoroMill®210
- Пластины для фрез CoroMill®210
- CoroMill®415
- Торцевые фрезы CoroMill®415
- Пластины для фрез CoroMill®415
- CoroMill®425
- Торцевые фрезы CoroMill®425
- Пластины для фрез CoroMill®425
- CoroMill®745
- Торцевые фрезы CoroMill®745
- Пластины для фрез CoroMill®745
- Фрезы для обработки уступов
- CoroMill®490
- Фрезы CoroMill®490 для обработки прямоугольных уступов
- Пластины для фрез CoroMill®490
- CoroMill®390
- Фрезы CoroMill®390 для обработки прямоугольных уступов
- Длиннокромочные фрезы CoroMill®390 для обработки прямоугольных уступов
- Антивибрационные фрезы CoroMill®390 для обработки прямоугольных уступов
- Пластины для фрез CoroMill®390
- CoroMill®690
- Длиннокромочные фрезы CoroMill®690 для обработки прямоугольных уступов
- Пластины для фрез CoroMill®690
- CoroMill®Century
- Фрезы CoroMill®Century для обработки прямоугольных уступов
- Пластины для фрез CoroMill®Century
- Фрезы для профильной и контурной обработки
- CoroMill®300
- Торцевые фрезы CoroMill®300
- Пластины для фрез CoroMill®300
- CoroMill®200
- Торцевые фрезы CoroMill®200
- Пластины для фрез CoroMill®200
- CoroMill®600
- Торцевые фрезы CoroMill®600
- Пластины для фрез CoroMill®600
- CoroMill®216
- Фрезы CoroMill®216 со сферическим концом
- Пластины для фрез CoroMill®216 со сферическим концом
- Дисковые фрезы
- CoroMill®331
- Регулируемые трёхсторонние дисковые фрезы CoroMill®331
- Трёхсторонние дисковые фрезы CoroMill®331
- Регулируемые двусторонние дисковые фрезы CoroMill®331
- Пластины CoroMill®331 для обработки пазов
- Фрезы для обработки канавок и отрезки
- CoroMill®QD
- Фрезы CoroMill®QD для обработки канавок и отрезки
- Пластины CoroMill®QD для обработки канавок
- CoroMill®328
- Канавочные фрезы CoroMill®328
- Пластины CoroMill®328 для фрезерования канавок
- CoroMill®327
- Пластины CoroMill®327 для обработки канавок
- Фрезы для обработки резьбы
- CoroMill®328
- Пластины CoroMill®328 для резьбофрезерования
- CoroMill®327
- Пластины CoroMill®327 для резьбофрезерования
- Фрезы для обработки фасок
- CoroMill®327
- Пластины CoroMill®327 для обработки фасок
- CoroMill®495
- Фрезы CoroMill®495 для обработки фасок
- СВЕРЛЕНИЕ
- Свёрла со сменными головками
- CoroDrill®870
- Свёрла CoroDrill®870 со сменными головками
- Сменные головки для свёрл CoroDrill®870
- Свёрла со сменными пластинами
- CoroDrill®880
- Свёрла CoroDrill®880 со сменными пластинами
- Пластины для свёрл CoroDrill®880
- CoroDrill®881
- Свёрла CoroDrill®881 со сменными пластинами
- Пластины для свёрл CoroDrill®881
- “Плунжерные” сверла Coromant U
- Свёрла Coromant U для плунжерной обработки
- Пластины для свёрл Coromant U
- Трепанирующее сверло
- Трепанирующее сверло
- Пластины для трепанирующих свёрл
- РАСТАЧИВАНИЕ
- Черновое растачивание
- CoroBore®BR10
- CoroBore®BR20
- CoroBore®BR30
- CoroBore®820 XL
- Чистовое растачивание
- CoroBore®824
- CoroBore®825
- CoroBore®826
- CoroBore®825 XL
- CoroBore®826 XL
- Обработка торцевых канавок
- Державки и оправки CoroCut®MB
- CoroBore®825 SL
- SpiroGrooving™
- Интерполяционное точение
- Адаптеры
- Резцовые вставки CoroBore®для растачивания
- ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
- Адаптеры
- Coromant Capto®
- HSK
- BIG-PLUS®ISO
- BIG-PLUS®MAS-BT
- ISO 7388-1
- MAS-BT
- DIN 2080
- DIN 2079
- Цилиндрический хвостовик
- Хвостовик Weldon
- Bridgeport
- Coromant EH
- ER
- Устройство для подачи СОЖ под давлением
- Антивибрационные адаптеры
- Coromant Capto®
- HSK
- ПРИНАДЛЕЖНОСТИ
- Coromant Capto®
- Приспособление для сборки и разборки оснастки
- Инструментальная тележка для Coromant Capto
- Кассеты с трехгранными коническими базовыми поверхностями
- Зажимной механизм для кассет
- Сборочный элемент
- HSK
- Приспособление для сборки и разборки оснастки
- ISO 7388-1
- Адаптер для предварительной настройки CoroBore®XL
- Крепление на оправке
- Установочный винт с отверстием для СОЖ
- Втулки
- Цилиндрические цанги
- Эксцентриковая втулка
- Цанги ER
- Цанги ER для метчиков
- Уплотнительные диски для цанг ER
- Втулка для чистовой расточной головки
- Сборочный элемент
- Адаптеры
- Ползуны для регулируемого патрона для свёрл
- VL
- Ключи и динамометрические ключи
- Принадлежности
- Динамометрический ключ с комплектом насадок ER
- Torx Plus®torque wrench
- Центральные болты
- ОБЩАЯ ИНФОРМАЦИЯ
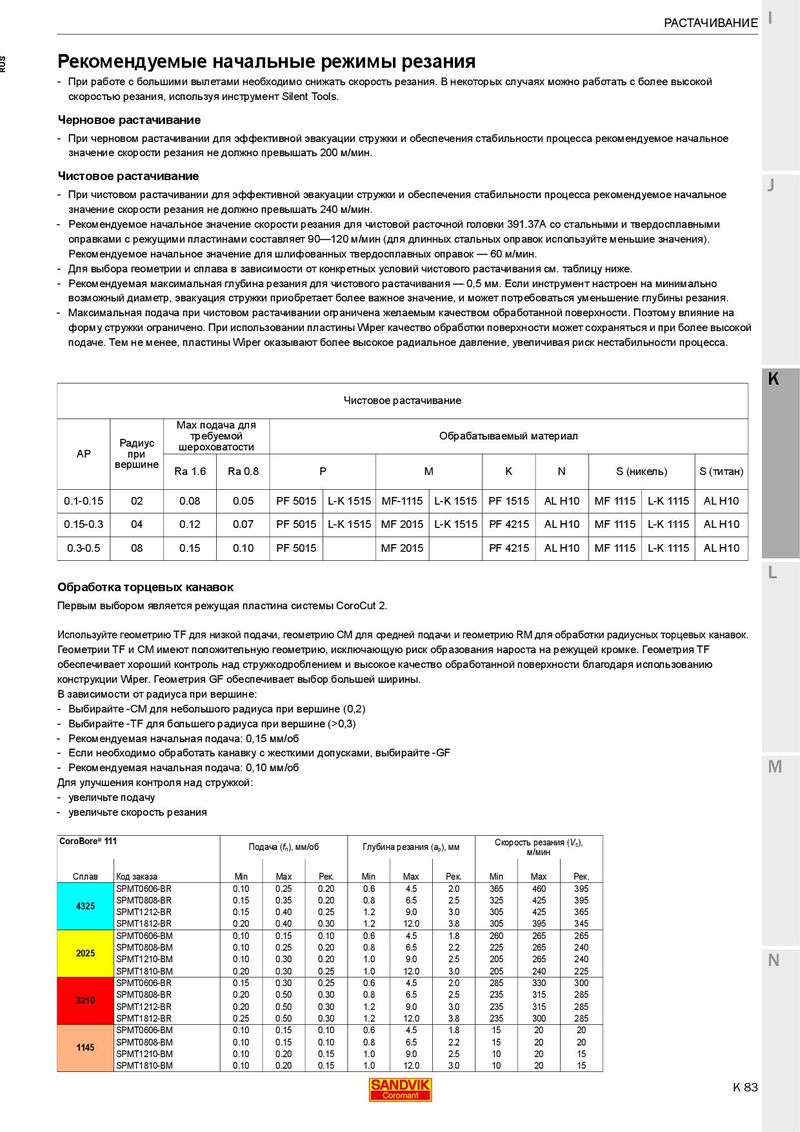
РАСТАЧИВАНИЕ I Рекомендуемые начальные режимы резания RUS - При работе с большими вылетами необходимо снижать скорость резания. В некоторых случаях можно работать с более высокой скоростью резания, используя инструмент Silent Tools. Черновое растачивание - При черновом растачивании для эффективной эвакуации стружки и обеспечения стабильности процесса рекомендуемое начальное значение скорости резания не должно превышать 200 м/мин. Чистовое растачивание - При чистовом растачивании для эффективной эвакуации стружки и обеспечения стабильности процесса рекомендуемое начальное J значение скорости резания не должно превышать 240 м/мин. - Рекомендуемое начальное значение скорости резания для чистовой расточной головки 391.37A со стальными и твердосплавными оправками с режущими пластинами составляет 90—120 м/мин (для длинных стальных оправок используйте меньшие значения). Рекомендуемое начальное значение для шлифованных твердосплавных оправок — 60 м/мин. - Для выбора геометрии и сплава в зависимости от конкретных условий чистового растачивания см. таблицу ниже. - Рекомендуемая максимальная глубина резания для чистового растачивания — 0,5 мм. Если инструмент настроен на минимально возможный диаметр, эвакуация стружки приобретает более важное значение, и может потребоваться уменьшение глубины резания. - Максимальная подача при чистовом растачивании ограничена желаемым качеством обработанной поверхности. Поэтому влияние на форму стружки ограничено. При использовании пластины Wiper качество обработки поверхности может сохраняться и при более высокой подаче. Тем не менее, пластины Wiper оказывают более высокое радиальное давление, увеличивая риск нестабильности процесса. K Чистовое растачивание Max подача для требуемой Обрабатываемый материал Радиус шероховатости AP при вершине Ra 1.6 Ra 0.8 P M K N S (никель) S (титан) 0.1-0.15 02 0.08 0.05 PF 5015 L-K 1515 MF-1115 L-K 1515 PF 1515 AL H10 MF 1115 L-K 1115 AL H10 0.15-0.3 04 0.12 0.07 PF 5015 L-K 1515 MF 2015 L-K 1515 PF 4215 AL H10 MF 1115 L-K 1115 AL H10 0.3-0.5 08 0.15 0.10 PF 5015 MF 2015 PF 4215 AL H10 MF 1115 L-K 1115 AL H10 L Обработка торцевых канавок Первым выбором является режущая пластина системы CoroCut 2. Используйте геометрию TF для низкой подачи, геометрию CM для средней подачи и геометрию RM для обработки радиусных торцевых канавок. Геометрии TF и CM имеют положительную геометрию, исключающую риск образования нароста на режущей кромке. Геометрия TF обеспечивает хороший контроль над стружкодроблением и высокое качество обработанной поверхности благодаря использованию конструкции Wiper. Геометрия GF обеспечивает выбор большей ширины. В зависимости от радиуса при вершине: - Выбирайте -CM для небольшого радиуса при вершине (0,2) - Выбирайте -TF для большего радиуса при вершине (>0,3) - Рекомендуемая начальная подача: 0,15 мм/об - Если необходимо обработать канавку с жесткими допусками, выбирайте -GF - Рекомендуемая начальная подача: 0,10 мм/об M Для улучшения контроля над стружкой: - увеличьте подачу - увеличьте скорость резания CoroBore®111 Скорость резания (Vc), Подача (fn), мм/об Глубина резания (ap), мм м/мин Сплав Код заказа Min Max Рек. Min Max Рек. Min Max Рек. SPMT0606-BR 0.10 0.25 0.20 0.6 4.5 2.0 365 460 395 SPMT0808-BR 0.15 0.35 0.20 0.8 6.5 2.5 325 425 395 4325 SPMT1212-BR 0.15 0.40 0.25 1.2 9.0 3.0 305 425 365 SPMT1812-BR 0.20 0.40 0.30 1.2 12.0 3.8 305 395 345 SPMT0606-BM 0.10 0.15 0.10 0.6 4.5 1.8 260 265 265 SPMT0808-BM 0.10 0.25 0.20 0.8 6.5 2.2 225 265 240 2025 SPMT1210-BM SPMT1810-BM 0.10 0.20 0.30 0.30 0.20 0.25 1.0 1.0 9.0 12.0 2.5 3.0 205 205 265 240 240 225 N SPMT0606-BR 0.15 0.30 0.25 0.6 4.5 2.0 285 330 300 SPMT0808-BR 0.20 0.50 0.30 0.8 6.5 2.5 235 315 285 3210 SPMT1212-BR 0.20 0.50 0.30 1.2 9.0 3.0 235 315 285 SPMT1812-BR 0.25 0.50 0.30 1.2 12.0 3.8 235 300 285 SPMT0606-BM 0.10 0.15 0.10 0.6 4.5 1.8 15 20 20 SPMT0808-BM 0.10 0.15 0.10 0.8 6.5 2.2 15 20 20 1145 SPMT1210-BM 0.10 0.20 0.15 1.0 9.0 2.5 10 20 15 SPMT1810-BM 0.10 0.20 0.15 1.0 12.0 3.0 10 20 15 РАСТАЧИВАНИЕ K 83