Общий каталог OSG 2018 - 2019 - страница 326
Навигация
 Общий каталог OSG русский
Общий каталог OSG русский Общий каталог Somta
Общий каталог Somta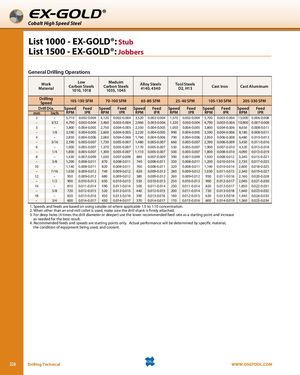
EX-GOLD ® Cobalt High Speed Steel List 1000 - EX-GOLD®: Stub List 1500 - EX-GOLD®: Jobbers General Drilling Operations WorkMaterial Low MeduimCarbon SteelsCarbon Steels1010, 10181035, 1045Alloy Steels4140, 4340Tool SteelsD2, H13Cast IronCast Aluminum DrillingSpeed 105-130 SFM 70-100 SFM 65-80 SFM 25-40 SFM 105-130 SFM 205-330 SFM Drill Dia. Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed Speed Feed mm Inch RPM IPR RPM IPR RPM IPR RPM IPR RPM IPR RPM IPR 2 – 5,710 0.002-0.004 4,120 0.002-0.004 3,520 0.002-0.004 1,570 0.002-0.004 5,700 0.003-0.004 13,000 0.006-0.008 – 3/32 4,790 0.003-0.004 3,460 0.003-0.004 2,960 0.003-0.004 1,320 0.003-0.004 4,790 0.003-0.004 10,900 0.007-0.009 3 – 3,800 0.004-0.005 2,750 0.004-0.005 2,350 0.004-0.005 1,050 0.004-0.005 3,800 0.004-0.006 8,650 0.008-0.011 – 1/8 3,590 0.004-0.005 2,600 0.004-0.005 2,220 0.004-0.005 990 0.004-0.005 3,590 0.004-0.006 8,180 0.008-0.011 4 – 2,850 0.004-0.006 2,060 0.004-0.006 1,760 0.004-0.006 790 0.004-0.006 2,850 0.006-0.008 6,480 0.010-0.013 – 3/16 2,390 0.005-0.007 1,730 0.005-0.007 1,480 0.005-0.007 660 0.005-0.007 2,390 0.006-0.009 5,450 0.011-0.016 6 – 1,900 0.005-0.007 1,370 0.005-0.007 1,170 0.005-0.007 530 0.005-0.007 1,900 0.007-0.010 4,320 0.013-0.018 – 1/4 1,800 0.005-0.007 1,300 0.005-0.007 1,110 0.005-0.007 500 0.005-0.007 1,800 0.008-0.010 4,090 0.013-0.019 8 – 1,430 0.007-0.009 1,030 0.007-0.009 880 0.007-0.009 390 0.007-0.009 1,430 0.008-0.012 3,240 0.015-0.021 – 3/8 1,200 0.008-0.011 870 0.008-0.011 740 0.008-0.011 330 0.008-0.011 1,200 0.010-0.014 2,730 0.017-0.025 10 – 1,140 0.008-0.011 820 0.008-0.011 700 0.008-0.011 320 0.008-0.011 1,140 0.010-0.014 2,600 0.018-0.025 – 7/16 1,030 0.009-0.012 740 0.009-0.012 630 0.009-0.012 280 0.009-0.012 1,030 0.011-0.015 2,340 0.019-0.027 12 – 950 0.009-0.012 680 0.009-0.012 580 0.009-0.012 260 0.009-0.012 950 0.011-0.016 2,160 0.020-0.028 – 1/2 900 0.010-0.013 650 0.010-0.013 550 0.010-0.013 250 0.010-0.013 900 0.012-0.017 2,040 0.021-0.030 14 – 810 0.011-0.014 590 0.011-0.014 500 0.011-0.014 230 0.011-0.014 820 0.012-0.017 1,850 0.022-0.031 – 5/8 720 0.012-0.015 520 0.012-0.015 440 0.012-0.015 200 0.011-0.014 720 0.013-0.018 1,640 0.023-0.032 18 – 630 0.013-0.016 450 0.013-0.016 390 0.013-0.016 180 0.012-0.015 630 0.013-0.018 1,440 0.024-0.033 – 3/4 600 0.014-0.017 430 0.014-0.017 370 0.014-0.017 170 0.013-0.016 600 0.014-0.019 1,360 0.025-0.034 1. Speeds and feeds are based on using soluble oil where applicable 1:5 to 1:10 concentration. 2. When other than an end mill collet is used, make sure the drill shank is firmly attached. 3. For deep holes (4 times the drill diameter or deeper) use the lower recommended feed rate as a starting point and increase as needed for the best result. 4. Recommended feeds and speeds are starting points only. Actual performance will be determined by specific material, the condition of equipment being used, and coolant. 326 Drilling Technical WWW.OSGTOOL.COM