Общий каталог Osawa 2021 - страница 83
Навигация
 Общий каталог Osawa 2018
Общий каталог Osawa 2018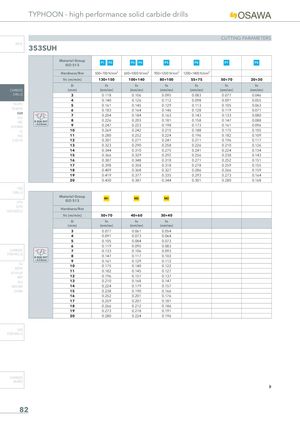
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 353SUH Material Group P1 P2 P3 P4 P5 P6 P7 P8 ISO 513 Hardness/Rm 500÷700 N/mm² 600÷1000 N/mm² 900÷1200 N/mm² 1200÷1400 N/mm² Vc (m/min) 130÷150 100÷140 80÷100 55÷75 50÷70 20÷30 D fn fn fn fn fn fn CARBIDE (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) (mm/rev) DRILLS 3 0.118 0.106 0.095 0.083 0.077 0.046 4 0.140 0.126 0.112 0.098 0.091 0.055 PU-HPU 5 0.161 0.145 0.129 0.113 0.105 0.063 TA-4HTA 6 0.183 0.164 0.146 0.128 0.119 0.071 SUH 7 0.204 0.184 0.163 0.143 0.133 0.080 ALH HRC Ø RUN OUT<0.02mmSUH MINI89 0.226 0.203 0.181 0.158 0.147 0.0880.2470.2230.1980.1730.1610.096 HL 10 0.269 0.242 0.215 0.188 0.175 0.105 HSD 11 0.280 0.252 0.224 0.196 0.182 0.109 C-SD-TA 12 0.301 0.271 0.241 0.211 0.196 0.117 13 0.323 0.290 0.258 0.226 0.210 0.126 14 0.344 0.310 0.275 0.241 0.224 0.134 15 0.366 0.329 0.292 0.256 0.238 0.143 16 0.387 0.348 0.310 0.271 0.252 0.151 17 0.398 0.358 0.318 0.278 0.259 0.155 18 0.409 0.368 0.327 0.286 0.266 0.159 19 0.419 0.377 0.335 0.293 0.273 0.164 20 0.430 0.387 0.344 0.301 0.280 0.168 HSS DRILLS Material Group M1 M2 M3 LFTA ISO 513 SUTAHSS-HSS/CO Hardness/Rm Vc (m/min) 50÷70 40÷60 30÷40 D fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) 3 0.077 0.061 0.054 4 0.091 0.073 0.064 5 0.105 0.084 0.073 6 0.119 0.095 0.083 CARBIDE 7 0.133 0.106 0.093 END-MILLS Ø RUN OUT 8 0.147 0.117 0.103 <0.02mm 9 0.161 0.129 0.112 G2 10 0.175 0.140 0.122 MDTA HF VH/UP 11 0.182 0.145 0.127 MEF 12 0.196 0.157 0.137 ALU 13 0.210 0.168 0.147 MEX/MH 14 0.224 0.179 0.157 UH/MH 15 0.238 0.190 0.166 16 0.252 0.201 0.176 17 0.259 0.207 0.181 18 0.266 0.212 0.186 19 0.273 0.218 0.191 20 0.280 0.224 0.196 HSS END-MILLS CARBIDE BURRS 82