Общий каталог Osawa 2021 - страница 84
Навигация
 Общий каталог Osawa 2018
Общий каталог Osawa 2018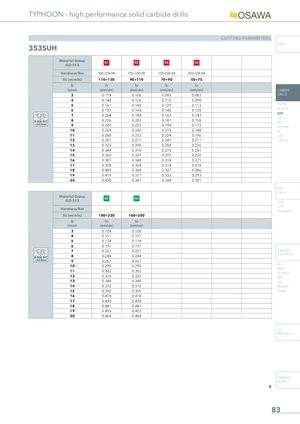
TYPHOON - high performance solid carbide drills CUTTING PARAMETERS INFO 353SUH Material GroupISO 513 K1 K2 K3 K4 Hardness/Rm 150÷250 HB 150÷350 HB 120÷260 HB 250÷500 HB Vc (m/min) 110÷130 90÷110 70÷90 55÷75 D fn fn fn fn (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev) CARBIDE 3 0.118 0.106 0.095 0.083 DRILLS 4 0.140 0.126 0.112 0.098 5 0.161 0.145 0.129 0.113 PU-HPU 6 0.183 0.164 0.146 0.128 TA-4HTA 7 0.204 0.184 0.163 0.143 SUH ALH Ø RUN OUT 8 0.226 0.203 0.181 0.158<0.02mm90.2470.2230.1980.173 HRCSUH MINI 10 0.269 0.242 0.215 0.188 HL 11 0.280 0.252 0.224 0.196 HSD 12 0.301 0.271 0.241 0.211 C-SD-TA 13 0.323 0.290 0.258 0.226 14 0.344 0.310 0.275 0.241 15 0.366 0.329 0.292 0.256 16 0.387 0.348 0.310 0.271 17 0.398 0.358 0.318 0.278 18 0.409 0.368 0.327 0.286 19 0.419 0.377 0.335 0.293 20 0.430 0.387 0.344 0.301 HSS DRILLS Material Group N2 N4 ISO 513 LFTA Hardness/Rm SUTAHSS-HSS/CO Vc (m/min) 180÷220 160÷200 D fn fn (mm) (mm/rev) (mm/rev) 3 0.128 0.128 4 0.151 0.151 5 0.174 0.174 6 0.197 0.197 7 0.221 0.221 CARBIDE Ø RUN OUT 8 0.244 0.244 END-MILLS <0.02mm 9 0.267 0.267 10 0.290 0.290 G2 MDTA 11 0.302 0.302 HF VH/UP 12 0.325 0.325 MEF 13 0.348 0.348 ALU 14 0.372 0.372 MEX/MH 15 0.395 0.395 UH/MH 16 0.418 0.418 17 0.430 0.430 18 0.441 0.441 19 0.453 0.453 20 0.464 0.464 HSS END-MILLS CARBIDE BURRS 83