Общий каталог Osawa 2018 - страница 684
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021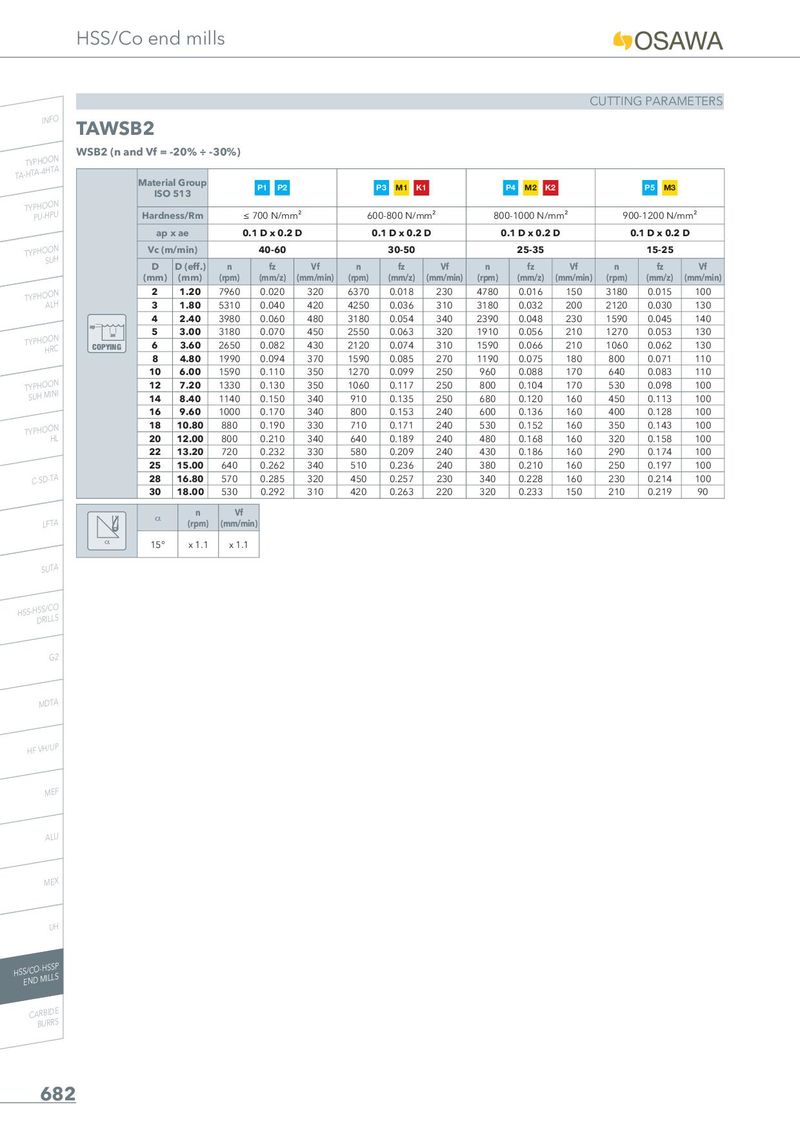
HSS/Co end mills CUTTING PARAMETERS INFO TAWSB2 TA-THYTPAH-4OHOTNA WSB2 (n and Vf = -20% ÷ -30%) Material Group P1 P2 P3 M1 K1 P4 M2 K2 P5 M3 ISO 513 TYPPHUO-HOPNU Hardness/Rm ≤ 700 N/mm² 600-800 N/mm² 800-1000 N/mm² 900-1200 N/mm² ap x ae 0.1 D x 0.2 D 0.1 D x 0.2 D 0.1 D x 0.2 D 0.1 D x 0.2 D TYPHOSOUNH Vc (m/min) 40-60 30-50 25-35 15-25 D D (eff.) n fz Vf n fz Vf n fz Vf n fz Vf (mm) (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) TYPHOAOLNH 2 1.20 7960 0.020 320 6370 0.018 230 4780 0.016 150 3180 0.015 100 3 1.80 5310 0.040 420 4250 0.036 310 3180 0.032 200 2120 0.030 130 4 2.40 3980 0.060 480 3180 0.054 340 2390 0.048 230 1590 0.045 140 ap 5 3.00 3180 0.070 450 2550 0.063 320 1910 0.056 210 1270 0.053 130 TYPHOHORNC ae COPYING 6 3.60 2650 0.082 430 2120 0.074 310 1590 0.066 210 1060 0.062 130 8 4.80 1990 0.094 370 1590 0.085 270 1190 0.075 180 800 0.071 110 10 6.00 1590 0.110 350 1270 0.099 250 960 0.088 170 640 0.083 110 TSYUPHHOMOINNI 12 7.20 1330 0.130 350 1060 0.117 250 800 0.104 170 530 0.098 100 14 8.40 1140 0.150 340 910 0.135 250 680 0.120 160 450 0.113 100 16 9.60 1000 0.170 340 800 0.153 240 600 0.136 160 400 0.128 100 TYPHOOHNL 18 10.80 880 0.190 330 710 0.171 240 530 0.152 160 350 0.143 100 20 12.00 800 0.210 340 640 0.189 240 480 0.168 160 320 0.158 100 22 13.20 720 0.232 330 580 0.209 240 430 0.186 160 290 0.174 100 25 15.00 640 0.262 340 510 0.236 240 380 0.210 160 250 0.197 100 C-SD-TA 28 16.80 570 0.285 320 450 0.257 230 340 0.228 160 230 0.214 100 30 18.00 530 0.292 310 420 0.263 220 320 0.233 150 210 0.219 90 _ n Vf LFTA (rpm) (mm/min) _ 15° x 1.1 x 1.1 SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 682