Общий каталог Osawa 2018 - страница 622
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021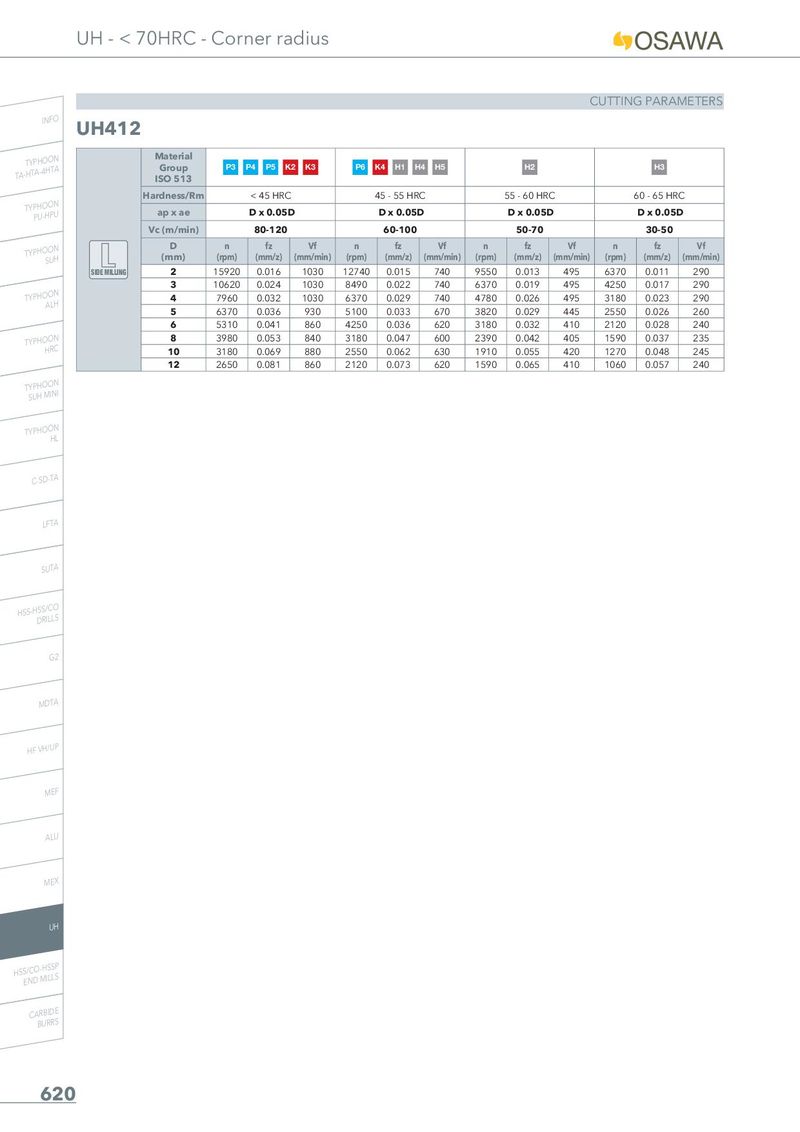
UH - < 70HRC - Corner radius CUTTING PARAMETERS INFO UH412 TA-THYTPAH-4OHOTNA Material Group P3 P4 P5 K2 K3 P6 K4 H1 H4 H5 H2 H3 ISO 513 Hardness/Rm < 45 HRC 45 - 55 HRC 55 - 60 HRC 60 - 65 HRC TYPPHUO-HOPNU ap x ae D x 0.05D D x 0.05D D x 0.05D D x 0.05D Vc (m/min) 80-120 60-100 50-70 30-50 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SIDE MILLING 2 15920 0.016 1030 12740 0.015 740 9550 0.013 495 6370 0.011 290 3 10620 0.024 1030 8490 0.022 740 6370 0.019 495 4250 0.017 290 TYPHOAOLNH 4 7960 0.032 1030 6370 0.029 740 4780 0.026 495 3180 0.023 290 5 6370 0.036 930 5100 0.033 670 3820 0.029 445 2550 0.026 260 6 5310 0.041 860 4250 0.036 620 3180 0.032 410 2120 0.028 240 TYPHOHORNC 8 3980 0.053 840 3180 0.047 600 2390 0.042 405 1590 0.037 235 10 3180 0.069 880 2550 0.062 630 1910 0.055 420 1270 0.048 245 12 2650 0.081 860 2120 0.073 620 1590 0.065 410 1060 0.057 240 TSYUPHHOMOINNI TYPHOOHNL C-SD-TA LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 620