Общий каталог Osawa 2018 - страница 563
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021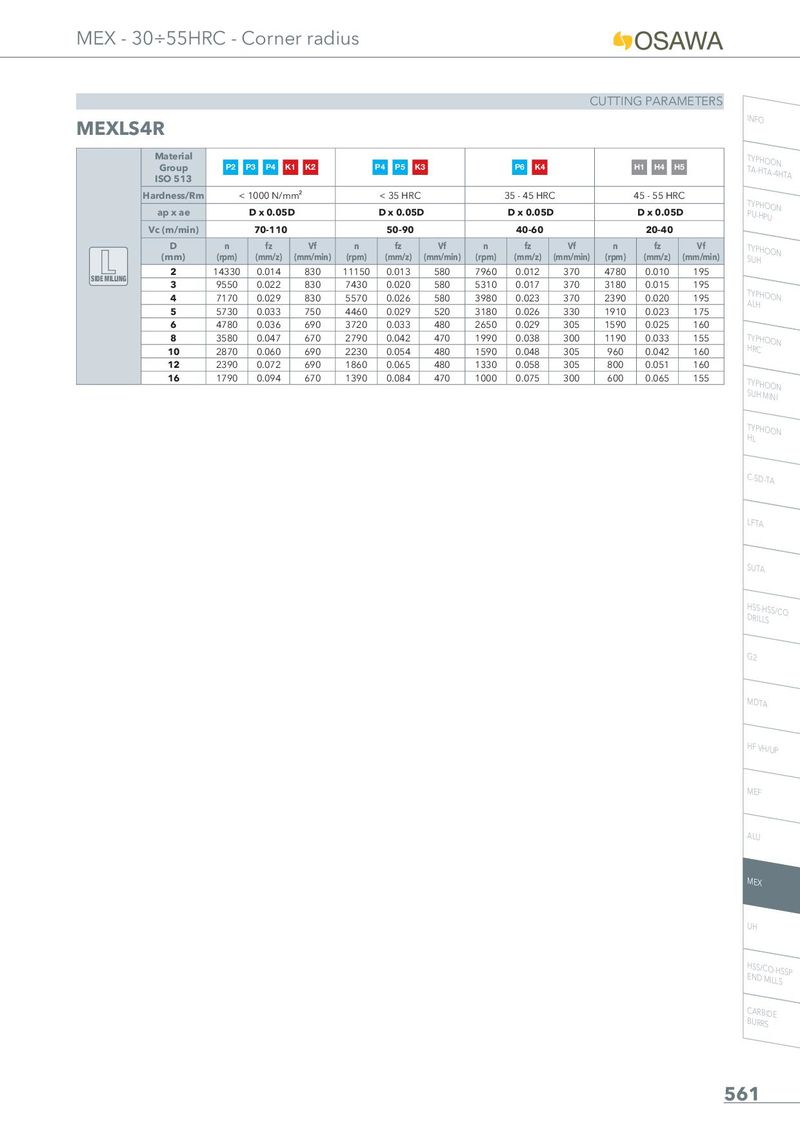
MEX - 30÷55HRC - Corner radius CUTTING PARAMETERS MEXLS4R INFO Material TTYAP-HHTOAO-4NHTA Group P2 P3 P4 K1 K2 P4 P5 K3 P6 K4 H1 H4 H5 ISO 513 Hardness/Rm < 1000 N/mm² < 35 HRC 35 - 45 HRC 45 - 55 HRC TPYUP-HHPOUON ap x ae D x 0.05D D x 0.05D D x 0.05D D x 0.05D Vc (m/min) 70-110 50-90 40-60 20-40 D n fz Vf n fz Vf n fz Vf n fz Vf TSUYPHHOON (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SIDE MILLING 2 14330 0.014 830 11150 0.013 580 7960 0.012 370 4780 0.010 195 3 9550 0.022 830 7430 0.020 580 5310 0.017 370 3180 0.015 195 TAYLPHHOON 4 7170 0.029 830 5570 0.026 580 3980 0.023 370 2390 0.020 195 5 5730 0.033 750 4460 0.029 520 3180 0.026 330 1910 0.023 175 6 4780 0.036 690 3720 0.033 480 2650 0.029 305 1590 0.025 160 8 3580 0.047 670 2790 0.042 470 1990 0.038 300 1190 0.033 155 THYRPCHOON 10 2870 0.060 690 2230 0.054 480 1590 0.048 305 960 0.042 160 12 2390 0.072 690 1860 0.065 480 1330 0.058 305 800 0.051 160 16 1790 0.094 670 1390 0.084 470 1000 0.075 300 600 0.065 155 TSUYPHHMOIONIN THYLPHOON C-SD-TA LFTA SUTA HDSRSIL-LHSSS/CO G2 MDTA HF VH/UP MEF ALU MEX UH HENSSD/CMOIL-LHSSSP CBUARRRBSIDE 561