Общий каталог Osawa 2018 - страница 548
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021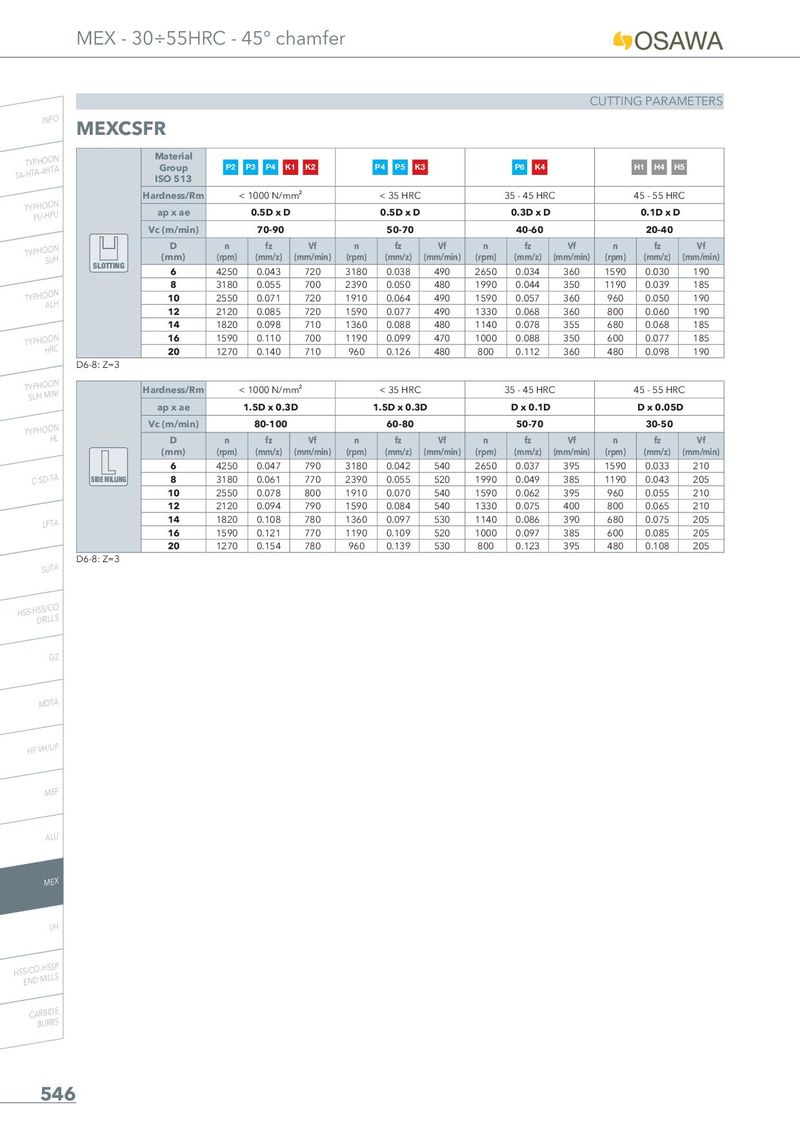
MEX - 30÷55HRC - 45° chamfer CUTTING PARAMETERS INFO MEXCSFR TA-THYTPAH-4OHOTNA Material Group P2 P3 P4 K1 K2 P4 P5 K3 P6 K4 H1 H4 H5 ISO 513 Hardness/Rm < 1000 N/mm² < 35 HRC 35 - 45 HRC 45 - 55 HRC TYPPHUO-HOPNU ap x ae 0.5D x D 0.5D x D 0.3D x D 0.1D x D Vc (m/min) 70-90 50-70 40-60 20-40 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SLOTTING 6 4250 0.043 720 3180 0.038 490 2650 0.034 360 1590 0.030 190 8 3180 0.055 700 2390 0.050 480 1990 0.044 350 1190 0.039 185 TYPHOAOLNH 10 2550 0.071 720 1910 0.064 490 1590 0.057 360 960 0.050 190 12 2120 0.085 720 1590 0.077 490 1330 0.068 360 800 0.060 190 14 1820 0.098 710 1360 0.088 480 1140 0.078 355 680 0.068 185 TYPHOHORNC 16 1590 0.110 700 1190 0.099 470 1000 0.088 350 600 0.077 185 20 1270 0.140 710 960 0.126 480 800 0.112 360 480 0.098 190 D6-8: Z=3 TSYUPHHOMOINNI Hardness/Rm < 1000 N/mm² < 35 HRC 35 - 45 HRC 45 - 55 HRC ap x ae 1.5D x 0.3D 1.5D x 0.3D D x 0.1D D x 0.05D TYPHOOHNL Vc (m/min) 80-100 60-80 50-70 30-50 D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 6 4250 0.047 790 3180 0.042 540 2650 0.037 395 1590 0.033 210 C-SD-TA SIDE MILLING 8 3180 0.061 770 2390 0.055 520 1990 0.049 385 1190 0.043 205 10 2550 0.078 800 1910 0.070 540 1590 0.062 395 960 0.055 210 12 2120 0.094 790 1590 0.084 540 1330 0.075 400 800 0.065 210 LFTA 14 1820 0.108 780 1360 0.097 530 1140 0.086 390 680 0.075 205 16 1590 0.121 770 1190 0.109 520 1000 0.097 385 600 0.085 205 20 1270 0.154 780 960 0.139 530 800 0.123 395 480 0.108 205 D6-8: Z=3 SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 546