Общий каталог Osawa 2018 - страница 542
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021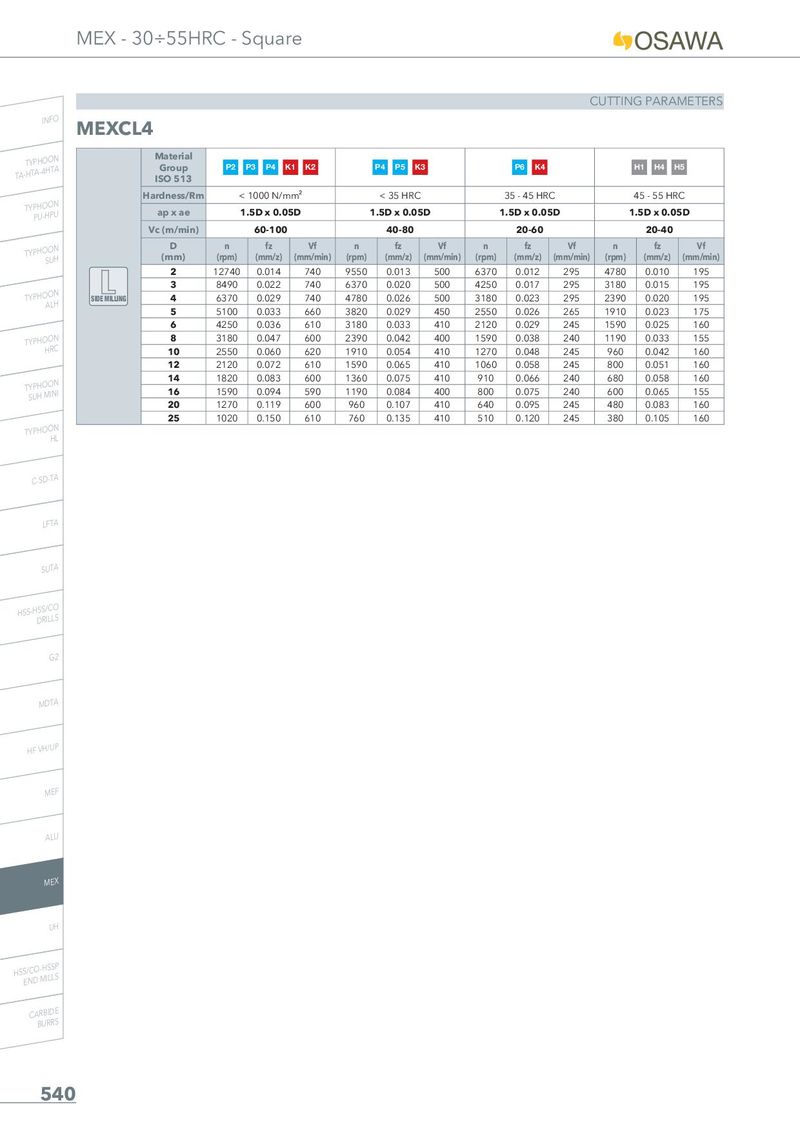
MEX - 30÷55HRC - Square CUTTING PARAMETERS INFO MEXCL4 TA-THYTPAH-4OHOTNA Material Group P2 P3 P4 K1 K2 P4 P5 K3 P6 K4 H1 H4 H5 ISO 513 Hardness/Rm < 1000 N/mm² < 35 HRC 35 - 45 HRC 45 - 55 HRC TYPPHUO-HOPNU ap x ae 1.5D x 0.05D 1.5D x 0.05D 1.5D x 0.05D 1.5D x 0.05D Vc (m/min) 60-100 40-80 20-60 20-40 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 2 12740 0.014 740 9550 0.013 500 6370 0.012 295 4780 0.010 195 3 8490 0.022 740 6370 0.020 500 4250 0.017 295 3180 0.015 195 TYPHOAOLNH SIDE MILLING 4 6370 0.029 740 4780 0.026 500 3180 0.023 295 2390 0.020 195 5 5100 0.033 660 3820 0.029 450 2550 0.026 265 1910 0.023 175 6 4250 0.036 610 3180 0.033 410 2120 0.029 245 1590 0.025 160 TYPHOHORNC 8 3180 0.047 600 2390 0.042 400 1590 0.038 240 1190 0.033 155 10 2550 0.060 620 1910 0.054 410 1270 0.048 245 960 0.042 160 12 2120 0.072 610 1590 0.065 410 1060 0.058 245 800 0.051 160 TSYUPHHOMOINNI 14 1820 0.083 600 1360 0.075 410 910 0.066 240 680 0.058 160 16 1590 0.094 590 1190 0.084 400 800 0.075 240 600 0.065 155 20 1270 0.119 600 960 0.107 410 640 0.095 245 480 0.083 160 25 1020 0.150 610 760 0.135 410 510 0.120 245 380 0.105 160 TYPHOOHNL C-SD-TA LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 540