Общий каталог Osawa 2018 - страница 505
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021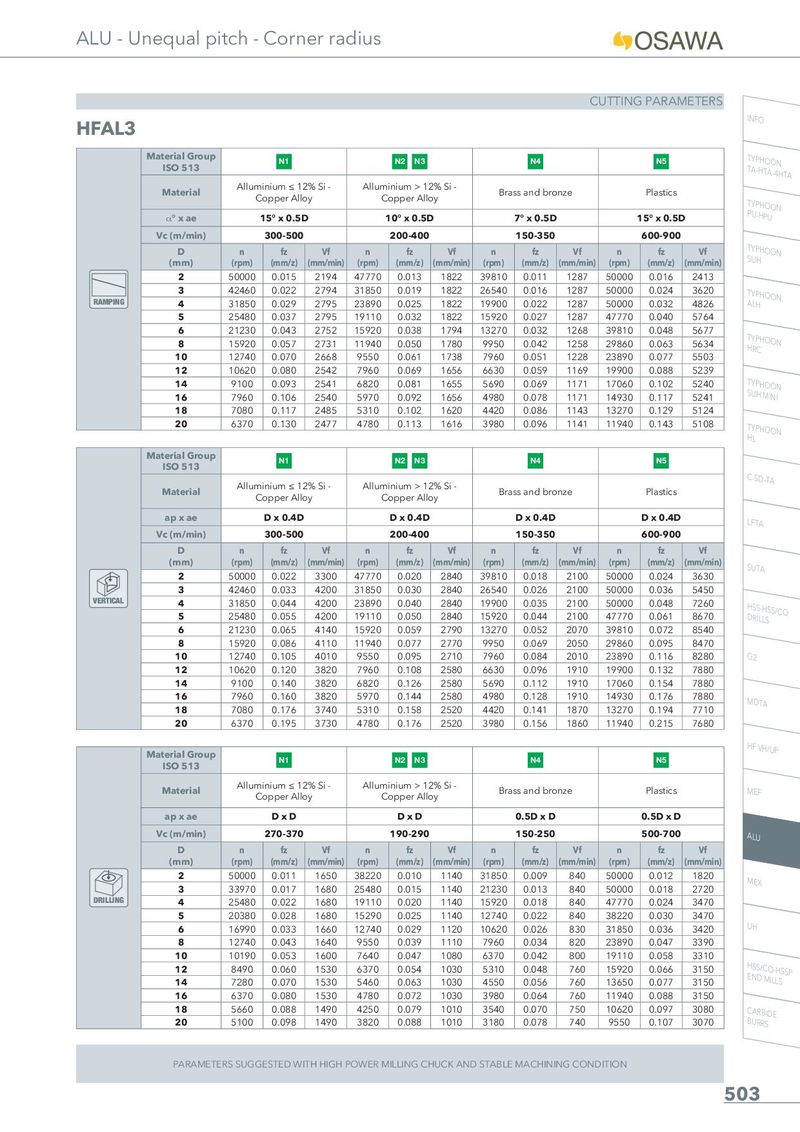
ALU - Unequal pitch - Corner radius CUTTING PARAMETERS HFAL3 INFO Material Group N1 N2 N3 N4 N5 TTYAP-HHTOAO-4NHTA ISO 513 Material Alluminium ≤ 12% Si - Alluminium > 12% Si - Brass and bronze Plastics Copper Alloy Copper Alloy TPYUP-HHPOUON _° x ae 15° x 0.5D 10° x 0.5D 7° x 0.5D 15° x 0.5D Vc (m/min) 300-500 200-400 150-350 600-900 D n fz Vf n fz Vf n fz Vf n fz Vf TSUYPHHOON (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 2 50000 0.015 2194 47770 0.013 1822 39810 0.011 1287 50000 0.016 2413 3 42460 0.022 2794 31850 0.019 1822 26540 0.016 1287 50000 0.024 3620 TAYLPHHOON RAMPING 4 31850 0.029 2795 23890 0.025 1822 19900 0.022 1287 50000 0.032 4826 5 25480 0.037 2795 19110 0.032 1822 15920 0.027 1287 47770 0.040 5764 6 21230 0.043 2752 15920 0.038 1794 13270 0.032 1268 39810 0.048 5677 THYRPCHOON 8 15920 0.057 2731 11940 0.050 1780 9950 0.042 1258 29860 0.063 5634 10 12740 0.070 2668 9550 0.061 1738 7960 0.051 1228 23890 0.077 5503 12 10620 0.080 2542 7960 0.069 1656 6630 0.059 1169 19900 0.088 5239 14 9100 0.093 2541 6820 0.081 1655 5690 0.069 1171 17060 0.102 5240 TSUYPHHMOIONIN 16 7960 0.106 2540 5970 0.092 1656 4980 0.078 1171 14930 0.117 5241 18 7080 0.117 2485 5310 0.102 1620 4420 0.086 1143 13270 0.129 5124 20 6370 0.130 2477 4780 0.113 1616 3980 0.096 1141 11940 0.143 5108 THYLPHOON Material Group N1 N2 N3 N4 N5 ISO 513 Alluminium ≤ 12% Si - Alluminium > 12% Si - C-SD-TA Material Copper Alloy Copper Alloy Brass and bronze Plastics ap x ae D x 0.4D D x 0.4D D x 0.4D D x 0.4D LFTA Vc (m/min) 300-500 200-400 150-350 600-900 D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SUTA 2 50000 0.022 3300 47770 0.020 2840 39810 0.018 2100 50000 0.024 3630 3 42460 0.033 4200 31850 0.030 2840 26540 0.026 2100 50000 0.036 5450 VERTICAL 4 31850 0.044 4200 23890 0.040 2840 19900 0.035 2100 50000 0.048 7260 HDSRSIL-LHSSS/CO 5 25480 0.055 4200 19110 0.050 2840 15920 0.044 2100 47770 0.061 8670 6 21230 0.065 4140 15920 0.059 2790 13270 0.052 2070 39810 0.072 8540 8 15920 0.086 4110 11940 0.077 2770 9950 0.069 2050 29860 0.095 8470 10 12740 0.105 4010 9550 0.095 2710 7960 0.084 2010 23890 0.116 8280 G2 12 10620 0.120 3820 7960 0.108 2580 6630 0.096 1910 19900 0.132 7880 14 9100 0.140 3820 6820 0.126 2580 5690 0.112 1910 17060 0.154 7880 16 7960 0.160 3820 5970 0.144 2580 4980 0.128 1910 14930 0.176 7880 MDTA 18 7080 0.176 3740 5310 0.158 2520 4420 0.141 1870 13270 0.194 7710 20 6370 0.195 3730 4780 0.176 2520 3980 0.156 1860 11940 0.215 7680 Material Group HF VH/UP ISO 513 N1 N2 N3 N4 N5 Material Alluminium ≤ 12% Si - Alluminium > 12% Si - Brass and bronze Plastics MEF Copper Alloy Copper Alloy ap x ae DxD DxD 0.5D x D 0.5D x D Vc (m/min) 270-370 190-290 150-250 500-700 ALU D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 2 50000 0.011 1650 38220 0.010 1140 31850 0.009 840 50000 0.012 1820 MEX 3 33970 0.017 1680 25480 0.015 1140 21230 0.013 840 50000 0.018 2720 DRILLING 4 25480 0.022 1680 19110 0.020 1140 15920 0.018 840 47770 0.024 3470 5 20380 0.028 1680 15290 0.025 1140 12740 0.022 840 38220 0.030 3470 6 16990 0.033 1660 12740 0.029 1120 10620 0.026 830 31850 0.036 3420 UH 8 12740 0.043 1640 9550 0.039 1110 7960 0.034 820 23890 0.047 3390 10 10190 0.053 1600 7640 0.047 1080 6370 0.042 800 19110 0.058 3310 12 8490 0.060 1530 6370 0.054 1030 5310 0.048 760 15920 0.066 3150 HENSSD/CMOIL-LHSSSP 14 7280 0.070 1530 5460 0.063 1030 4550 0.056 760 13650 0.077 3150 16 6370 0.080 1530 4780 0.072 1030 3980 0.064 760 11940 0.088 3150 18 5660 0.088 1490 4250 0.079 1010 3540 0.070 750 10620 0.097 3080 CBUARRRBSIDE 20 5100 0.098 1490 3820 0.088 1010 3180 0.078 740 9550 0.107 3070 PARAMETERS SUGGESTED WITH HIGH POWER MILLING CHUCK AND STABLE MACHINING CONDITION 503