Общий каталог Osawa 2018 - страница 501
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021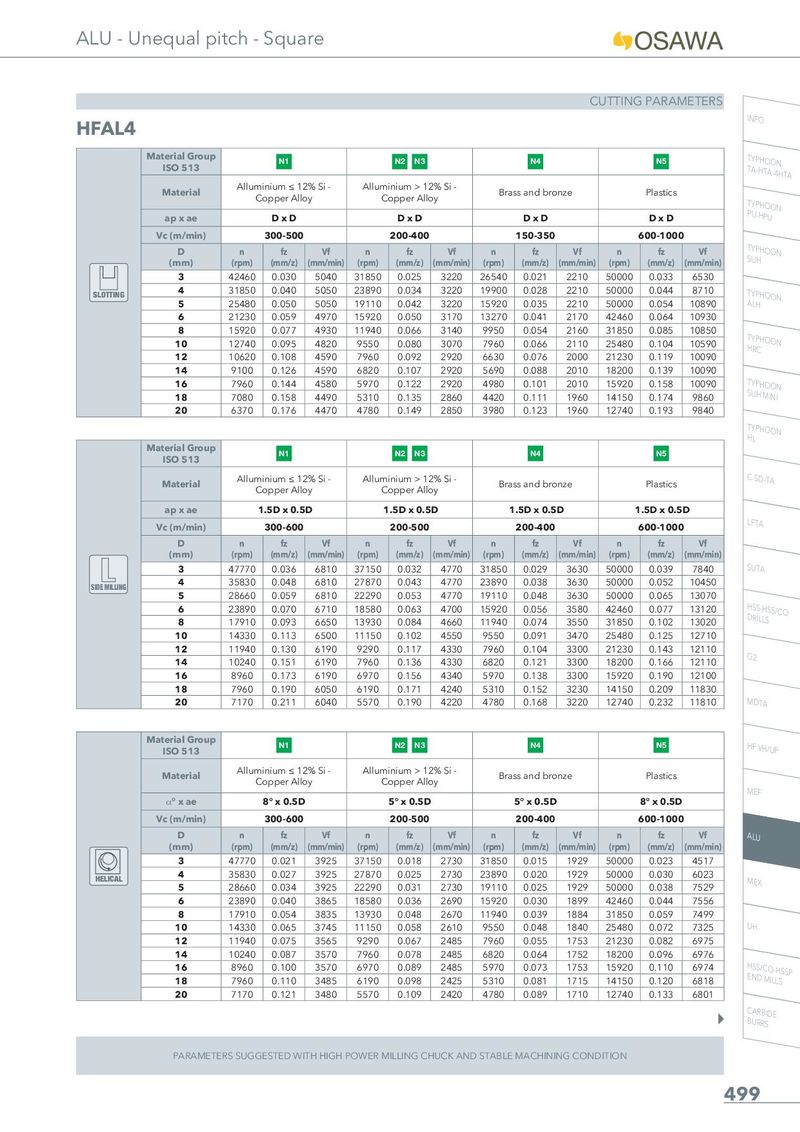
ALU - Unequal pitch - Square CUTTING PARAMETERS HFAL4 INFO Material Group N1 N2 N3 N4 N5 TTYAP-HHTOAO-4NHTA ISO 513 Material Alluminium ≤ 12% Si - Alluminium > 12% Si - Brass and bronze Plastics Copper Alloy Copper Alloy TPYUP-HHPOUON ap x ae DxD DxD DxD DxD Vc (m/min) 300-500 200-400 150-350 600-1000 D n fz Vf n fz Vf n fz Vf n fz Vf TSUYPHHOON (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 3 42460 0.030 5040 31850 0.025 3220 26540 0.021 2210 50000 0.033 6530 SLOTTING 4 31850 0.040 5050 23890 0.034 3220 19900 0.028 2210 50000 0.044 8710 TAYLPHHOON 5 25480 0.050 5050 19110 0.042 3220 15920 0.035 2210 50000 0.054 10890 6 21230 0.059 4970 15920 0.050 3170 13270 0.041 2170 42460 0.064 10930 8 15920 0.077 4930 11940 0.066 3140 9950 0.054 2160 31850 0.085 10850 THYRPCHOON 10 12740 0.095 4820 9550 0.080 3070 7960 0.066 2110 25480 0.104 10590 12 10620 0.108 4590 7960 0.092 2920 6630 0.076 2000 21230 0.119 10090 14 9100 0.126 4590 6820 0.107 2920 5690 0.088 2010 18200 0.139 10090 16 7960 0.144 4580 5970 0.122 2920 4980 0.101 2010 15920 0.158 10090 TSUYPHHMOIONIN 18 7080 0.158 4490 5310 0.135 2860 4420 0.111 1960 14150 0.174 9860 20 6370 0.176 4470 4780 0.149 2850 3980 0.123 1960 12740 0.193 9840 THYLPHOON Material Group N1 N2 N3 N4 N5 ISO 513 Material Alluminium ≤ 12% Si - Alluminium > 12% Si - Brass and bronze Plastics C-SD-TA Copper Alloy Copper Alloy ap x ae 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.5D 1.5D x 0.5D Vc (m/min) 300-600 200-500 200-400 600-1000 LFTA D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 3 47770 0.036 6810 37150 0.032 4770 31850 0.029 3630 50000 0.039 7840 SUTA SIDE MILLING 4 35830 0.048 6810 27870 0.043 4770 23890 0.038 3630 50000 0.052 10450 5 28660 0.059 6810 22290 0.053 4770 19110 0.048 3630 50000 0.065 13070 6 23890 0.070 6710 18580 0.063 4700 15920 0.056 3580 42460 0.077 13120 HDSRSIL-LHSSS/CO 8 17910 0.093 6650 13930 0.084 4660 11940 0.074 3550 31850 0.102 13020 10 14330 0.113 6500 11150 0.102 4550 9550 0.091 3470 25480 0.125 12710 12 11940 0.130 6190 9290 0.117 4330 7960 0.104 3300 21230 0.143 12110 G2 14 10240 0.151 6190 7960 0.136 4330 6820 0.121 3300 18200 0.166 12110 16 8960 0.173 6190 6970 0.156 4340 5970 0.138 3300 15920 0.190 12100 18 7960 0.190 6050 6190 0.171 4240 5310 0.152 3230 14150 0.209 11830 20 7170 0.211 6040 5570 0.190 4220 4780 0.168 3220 12740 0.232 11810 MDTA Material Group N1 N2 N3 N4 N5 HF VH/UP ISO 513 Material Alluminium ≤ 12% Si - Alluminium > 12% Si - Brass and bronze Plastics Copper Alloy Copper Alloy MEF _° x ae 8° x 0.5D 5° x 0.5D 5° x 0.5D 8° x 0.5D Vc (m/min) 300-600 200-500 200-400 600-1000 D n fz Vf n fz Vf n fz Vf n fz Vf ALU (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 3 47770 0.021 3925 37150 0.018 2730 31850 0.015 1929 50000 0.023 4517 HELICAL 4 35830 0.027 3925 27870 0.025 2730 23890 0.020 1929 50000 0.030 6023 MEX 5 28660 0.034 3925 22290 0.031 2730 19110 0.025 1929 50000 0.038 7529 6 23890 0.040 3865 18580 0.036 2690 15920 0.030 1899 42460 0.044 7556 8 17910 0.054 3835 13930 0.048 2670 11940 0.039 1884 31850 0.059 7499 10 14330 0.065 3745 11150 0.058 2610 9550 0.048 1840 25480 0.072 7325 UH 12 11940 0.075 3565 9290 0.067 2485 7960 0.055 1753 21230 0.082 6975 14 10240 0.087 3570 7960 0.078 2485 6820 0.064 1752 18200 0.096 6976 16 8960 0.100 3570 6970 0.089 2485 5970 0.073 1753 15920 0.110 6974 HENSSD/CMOIL-LHSSSP 18 7960 0.110 3485 6190 0.098 2425 5310 0.081 1715 14150 0.120 6818 20 7170 0.121 3480 5570 0.109 2420 4780 0.089 1710 12740 0.133 6801 CBUARRRBSIDE PARAMETERS SUGGESTED WITH HIGH POWER MILLING CHUCK AND STABLE MACHINING CONDITION 499