Общий каталог Osawa 2018 - страница 472
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021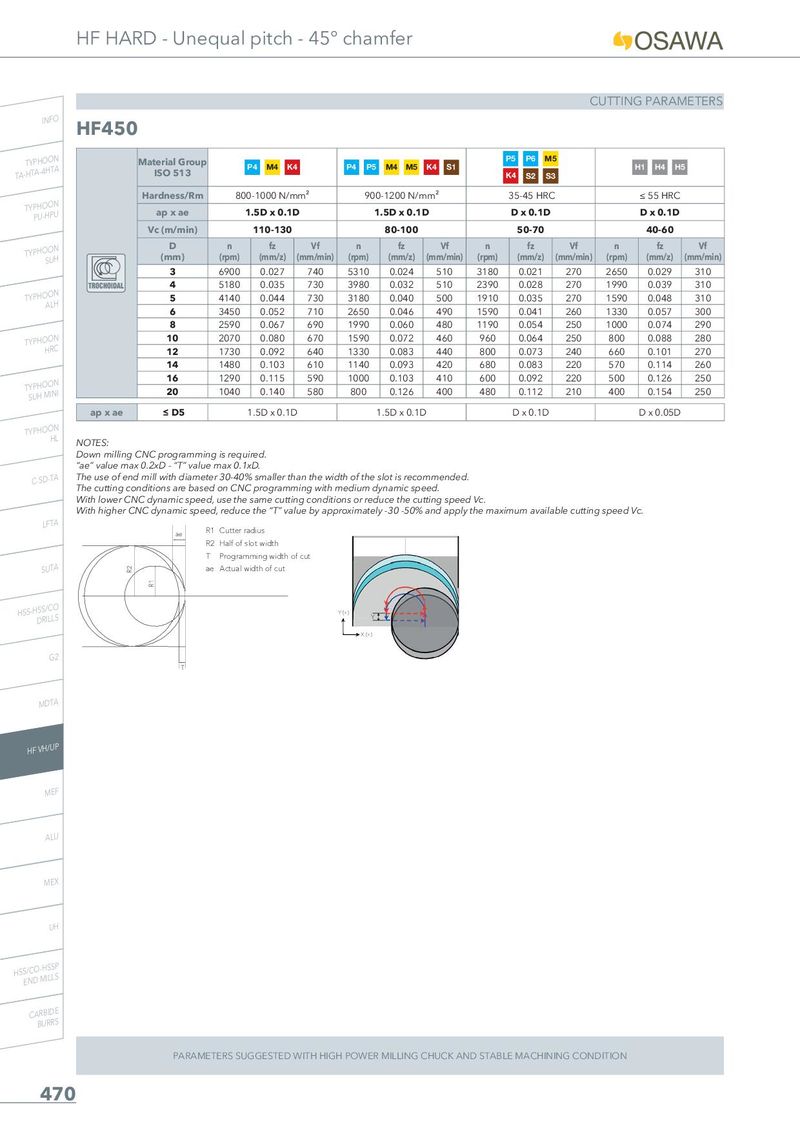
HF HARD - Unequal pitch - 45° chamfer CUTTING PARAMETERS INFO HF450 TA-THYTPAH-4OHOTNA Material Group P5 P6 M5 ISO 513 P4 M4 K4 P4 P5 M4 M5 K4 S1 H1 H4 H5 K4 S2 S3 Hardness/Rm 800-1000 N/mm² 900-1200 N/mm² 35-45 HRC ≤ 55 HRC TYPPHUO-HOPNU ap x ae 1.5D x 0.1D 1.5D x 0.1D D x 0.1D D x 0.1D Vc (m/min) 110-130 80-100 50-70 40-60 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 3 6900 0.027 740 5310 0.024 510 3180 0.021 270 2650 0.029 310 TROCHOIDAL 4 5180 0.035 730 3980 0.032 510 2390 0.028 270 1990 0.039 310 TYPHOAOLNH 5 4140 0.044 730 3180 0.040 500 1910 0.035 270 1590 0.048 310 6 3450 0.052 710 2650 0.046 490 1590 0.041 260 1330 0.057 300 8 2590 0.067 690 1990 0.060 480 1190 0.054 250 1000 0.074 290 TYPHOHORNC 10 2070 0.080 670 1590 0.072 460 960 0.064 250 800 0.088 280 12 1730 0.092 640 1330 0.083 440 800 0.073 240 660 0.101 270 14 1480 0.103 610 1140 0.093 420 680 0.083 220 570 0.114 260 TSYUPHHOMOINNI 16 1290 0.115 590 1000 0.103 410 600 0.092 220 500 0.126 250 20 1040 0.140 580 800 0.126 400 480 0.112 210 400 0.154 250 ap x ae ≤ D5 1.5D x 0.1D 1.5D x 0.1D D x 0.1D D x 0.05D TYPHOOHNL NOTES: Down milling CNC programming is required. “ae” value max 0.2xD - “T” value max 0.1xD. C-SD-TA The use of end mill with diameter 30-40% smaller than the width of the slot is recommended. The cutting conditions are based on CNC programming with medium dynamic speed. With lower CNC dynamic speed, use the same cutting conditions or reduce the cutting speed Vc. With higher CNC dynamic speed, reduce the “T” value by approximately -30 -50% and apply the maximum available cutting speed Vc. LFTA R1 Cutter radius ae R2 Half of slot width T Programming width of cut SUTA R2 ae Actual width of cut R1 HSS-HDSSR/ILCLOS Y (+) Y X (+) G2 T MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS PARAMETERS SUGGESTED WITH HIGH POWER MILLING CHUCK AND STABLE MACHINING CONDITION 470