Общий каталог Osawa 2018 - страница 456
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021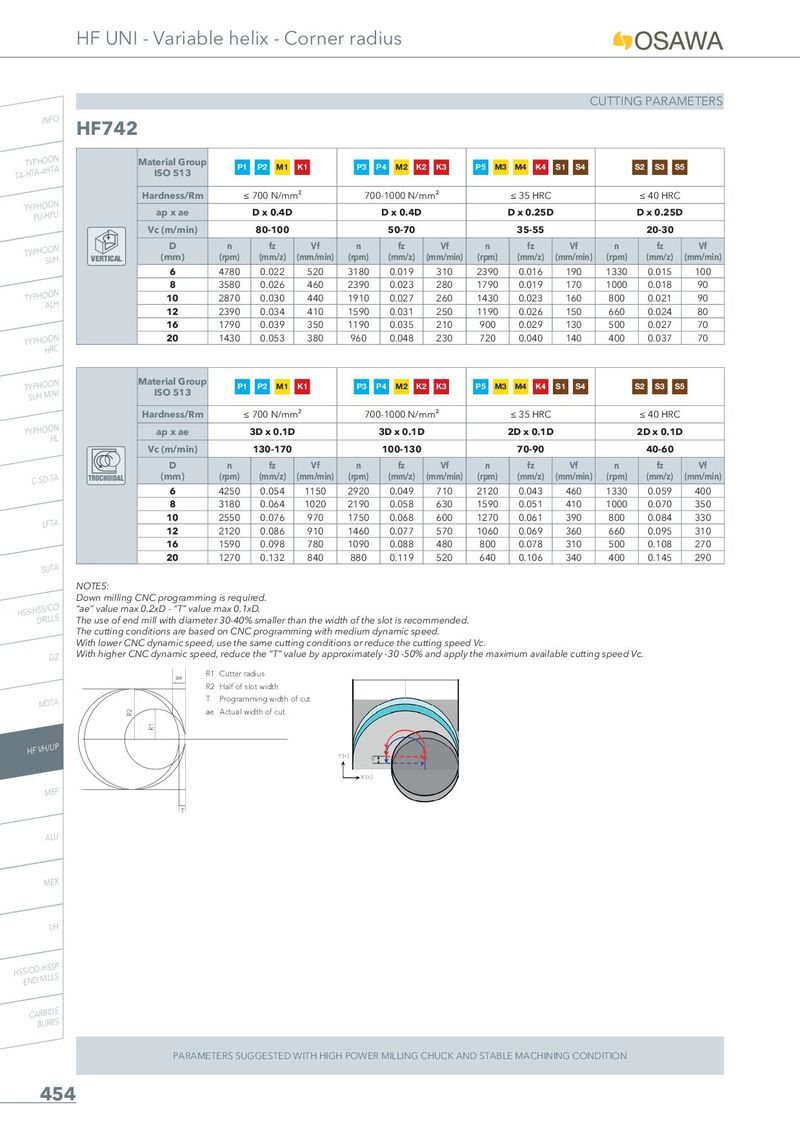
HF UNI - Variable helix - Corner radius CUTTING PARAMETERS INFO HF742 TA-THYTPAH-4OHOTNA Material Group P1 P2 M1 K1 P3 P4 M2 K2 K3 P5 M3 M4 K4 S1 S4 S2 S3 S5 ISO 513 Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ≤ 35 HRC ≤ 40 HRC TYPPHUO-HOPNU ap x ae D x 0.4D D x 0.4D D x 0.25D D x 0.25D Vc (m/min) 80-100 50-70 35-55 20-30 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf VERTICAL (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 6 4780 0.022 520 3180 0.019 310 2390 0.016 190 1330 0.015 100 8 3580 0.026 460 2390 0.023 280 1790 0.019 170 1000 0.018 90 TYPHOAOLNH 10 2870 0.030 440 1910 0.027 260 1430 0.023 160 800 0.021 90 12 2390 0.034 410 1590 0.031 250 1190 0.026 150 660 0.024 80 16 1790 0.039 350 1190 0.035 210 900 0.029 130 500 0.027 70 TYPHOHORNC 20 1430 0.053 380 960 0.048 230 720 0.040 140 400 0.037 70 TSYUPHHOMOINNI Material Group P1 P2 M1 K1 P3 P4 M2 K2 K3 P5 M3 M4 K4 S1 S4 S2 S3 S5 ISO 513 Hardness/Rm ≤ 700 N/mm² 700-1000 N/mm² ≤ 35 HRC ≤ 40 HRC TYPHOOHNL ap x ae 3D x 0.1D 3D x 0.1D 2D x 0.1D 2D x 0.1D Vc (m/min) 130-170 100-130 70-90 40-60 D n fz Vf n fz Vf n fz Vf n fz Vf C-SD-TA TROCHOIDAL (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) 6 4250 0.054 1150 2920 0.049 710 2120 0.043 460 1330 0.059 400 8 3180 0.064 1020 2190 0.058 630 1590 0.051 410 1000 0.070 350 LFTA 10 2550 0.076 970 1750 0.068 600 1270 0.061 390 800 0.084 330 12 2120 0.086 910 1460 0.077 570 1060 0.069 360 660 0.095 310 16 1590 0.098 780 1090 0.088 480 800 0.078 310 500 0.108 270 20 1270 0.132 840 880 0.119 520 640 0.106 340 400 0.145 290 SUTA NOTES: Down milling CNC programming is required. HSS-HDSSR/ILCLOS “ae” value max 0.2xD - “T” value max 0.1xD. The use of end mill with diameter 30-40% smaller than the width of the slot is recommended. The cutting conditions are based on CNC programming with medium dynamic speed. With lower CNC dynamic speed, use the same cutting conditions or reduce the cutting speed Vc. G2 With higher CNC dynamic speed, reduce the “T” value by approximately -30 -50% and apply the maximum available cutting speed Vc. ae R1 Cutter radius R2 Half of slot width MDTA T Programming width of cut R2 ae Actual width of cut R1 HF VH/UP Y (+) Y X (+) MEF T ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS PARAMETERS SUGGESTED WITH HIGH POWER MILLING CHUCK AND STABLE MACHINING CONDITION 454