Общий каталог Osawa 2018 - страница 354
Навигация
 Общий каталог Osawa 2021
Общий каталог Osawa 2021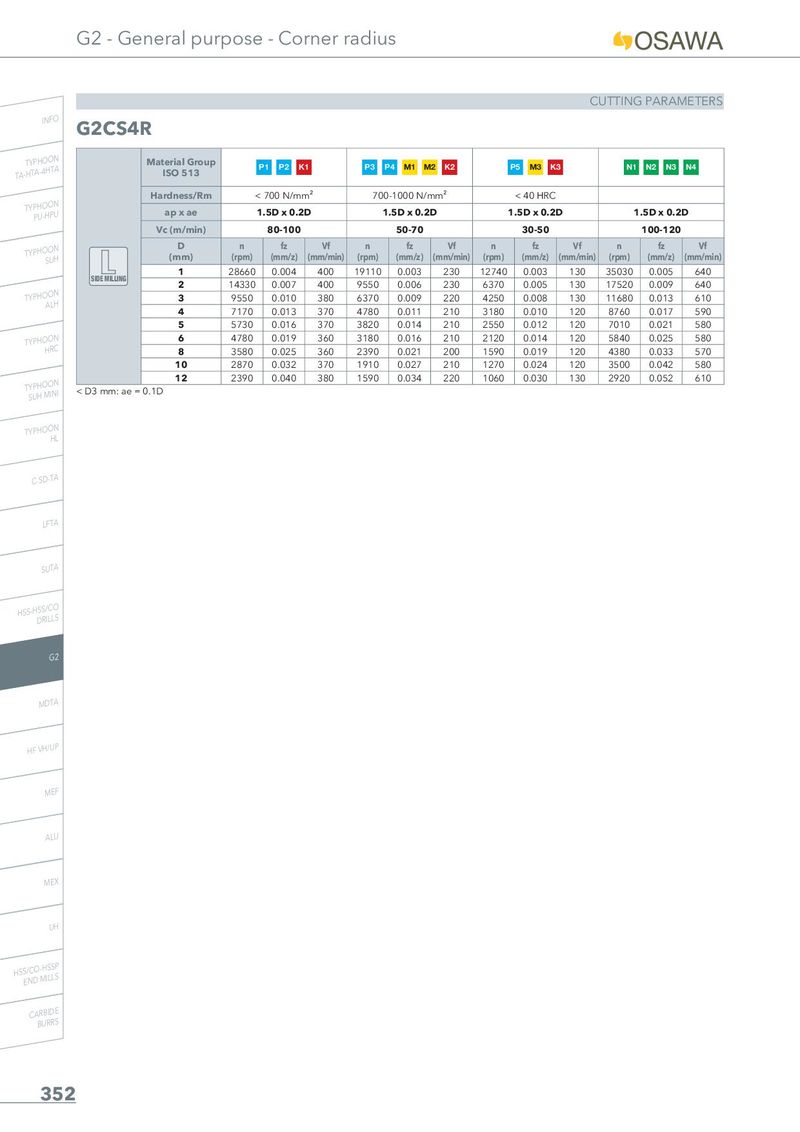
G2 - General purpose - Corner radius CUTTING PARAMETERS INFO G2CS4R TA-THYTPAH-4OHOTNA Material Group P1 P2 K1 P3 P4 M1 M2 K2 P5 M3 K3 N1 N2 N3 N4 ISO 513 Hardness/Rm < 700 N/mm² 700-1000 N/mm² < 40 HRC TYPPHUO-HOPNU ap x ae 1.5D x 0.2D 1.5D x 0.2D 1.5D x 0.2D 1.5D x 0.2D Vc (m/min) 80-100 50-70 30-50 100-120 TYPHOSOUNH D n fz Vf n fz Vf n fz Vf n fz Vf (mm) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) (rpm) (mm/z) (mm/min) SIDE MILLING 1 28660 0.004 400 19110 0.003 230 12740 0.003 130 35030 0.005 640 2 14330 0.007 400 9550 0.006 230 6370 0.005 130 17520 0.009 640 TYPHOAOLNH 3 9550 0.010 380 6370 0.009 220 4250 0.008 130 11680 0.013 610 4 7170 0.013 370 4780 0.011 210 3180 0.010 120 8760 0.017 590 5 5730 0.016 370 3820 0.014 210 2550 0.012 120 7010 0.021 580 TYPHOHORNC 6 4780 0.019 360 3180 0.016 210 2120 0.014 120 5840 0.025 580 8 3580 0.025 360 2390 0.021 200 1590 0.019 120 4380 0.033 570 10 2870 0.032 370 1910 0.027 210 1270 0.024 120 3500 0.042 580 TSYUPHHOMOINNI 12 2390 0.040 380 1590 0.034 220 1060 0.030 130 2920 0.052 610 < D3 mm: ae = 0.1D TYPHOOHNL C-SD-TA LFTA SUTA HSS-HDSSR/ILCLOS G2 MDTA HF VH/UP MEF ALU MEX UH HSSE/NCDO-MHISLSLPS CARBIDE BURRS 352