Каталог Mitsubishi Materials вращающийся инструмент - страница 86
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент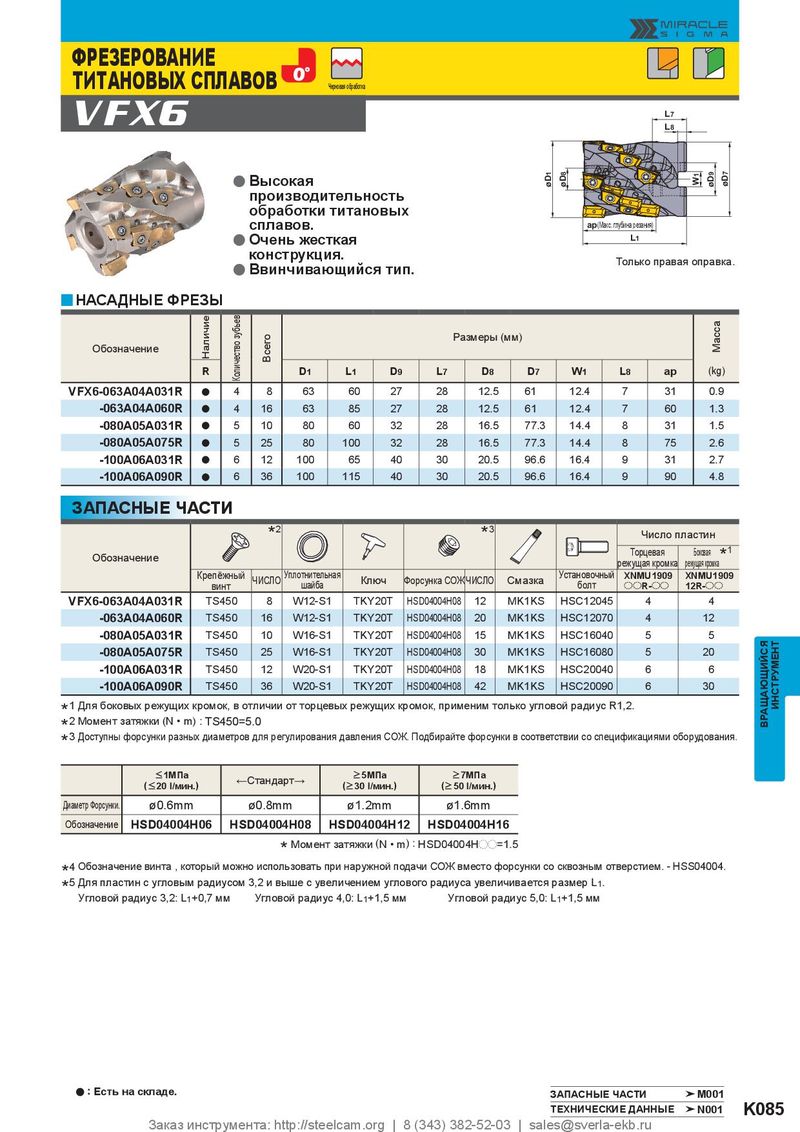
ФРЕЗЕРОВАНИЕ ТИТАНОВЫХ СПЛАВОВ Черновая обработка L7 VFX6 L8 a Высокая øD1 øD8 W1 øD9 øD7 производительность обработки титановых сплавов. ap (Макс. глубина резания) L1 a Очень жесткая конструкция. Только правая оправка. a Ввинчивающийся тип. y НАСАДНЫЕ ФРЕЗЫ Размеры (мм) Обозначение Масса Наличие Всего R D1 L1 D9 L7 D8 D7 W1 L8 ap (kg) Количество зубьев VFX6-063A04A031R a 4 8 63 60 27 28 12.5 61 12.4 7 31 0.9 -063A04A060R a 4 16 63 85 27 28 12.5 61 12.4 7 60 1.3 -080A05A031R a 5 10 80 60 32 28 16.5 77.3 14.4 8 31 1.5 -080A05A075R a 5 25 80 100 32 28 16.5 77.3 14.4 8 75 2.6 -100A06A031R a 6 12 100 65 40 30 20.5 96.6 16.4 9 31 2.7 -100A06A090R a 6 36 100 115 40 30 20.5 96.6 16.4 9 90 4.8 ЗАПАСНЫЕ ЧАСТИ 2 3 * * Число пластин Торцевая Боковая 1 Обозначение * режущая кромка режущая кромка Крепёжный Уплотнительная Установочный XNMU1909 XNMU1909 ЧИСЛО Ключ Форсунка СОЖ ЧИСЛО Смазка винт шайба болт oo R- oo 12R- oo VFX6-063A04A031R TS450 8 W12-S1 TKY20T HSD04004H08 12 MK1KS HSC12045 4 4 -063A04A060R TS450 16 W12-S1 TKY20T HSD04004H08 20 MK1KS HSC12070 4 12 -080A05A031R TS450 10 W16-S1 TKY20T HSD04004H08 15 MK1KS HSC16040 5 5 -080A05A075R TS450 25 W16-S1 TKY20T HSD04004H08 30 MK1KS HSC16080 5 20 -100A06A031R TS450 12 W20-S1 TKY20T HSD04004H08 18 MK1KS HSC20040 6 6 -100A06A090R TS450 36 W20-S1 TKY20T HSD04004H08 42 MK1KS HSC20090 6 30 1 Для боковых режущих кромок, в отличии от торцевых режущих кромок, применим только угловой радиус R1,2. ИНСТРУМЕНТ * 2 Момент затяжки (N • m) : TS450=5.0 ВРАЩАЮЩИЙСЯ * 3 Доступны форсунки разных диаметров для регулирования давления СОЖ. Подбирайте форсунки в соответствии со спецификациями оборудования. * < 1МПа > 5МПа > 7МПа ←Стандарт→ ( < 20 l/мин. ) ( > 30 l/мин. ) ( > 50 l/мин. ) Диаметр Форсунки. ø0.6mm ø0.8mm ø1.2mm ø1.6mm Обозначение HSD04004H06 HSD04004H08 HSD04004H12 HSD04004H16 Момент затяжки ( N • m ) : HSD04004H pp =1.5 * 4 Обозначение винта , который можно использовать при наружной подачи СОЖ вместо форсунки со сквозным отверстием. - HSS04004. * 5 Для пластин с угловым радиусом 3,2 и выше с увеличением углового радиуса увеличивается размер L 1 . * Угловой радиус 3,2: L 1 +0,7 мм Угловой радиус 4,0: L 1 +1,5 мм Угловой радиус 5,0: L 1 +1,5 мм a : Есть на складе. ЗАПАСНЫЕ ЧАСТИ M001 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 K085 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru