Каталог Mitsubishi Materials вращающийся инструмент - страница 85
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент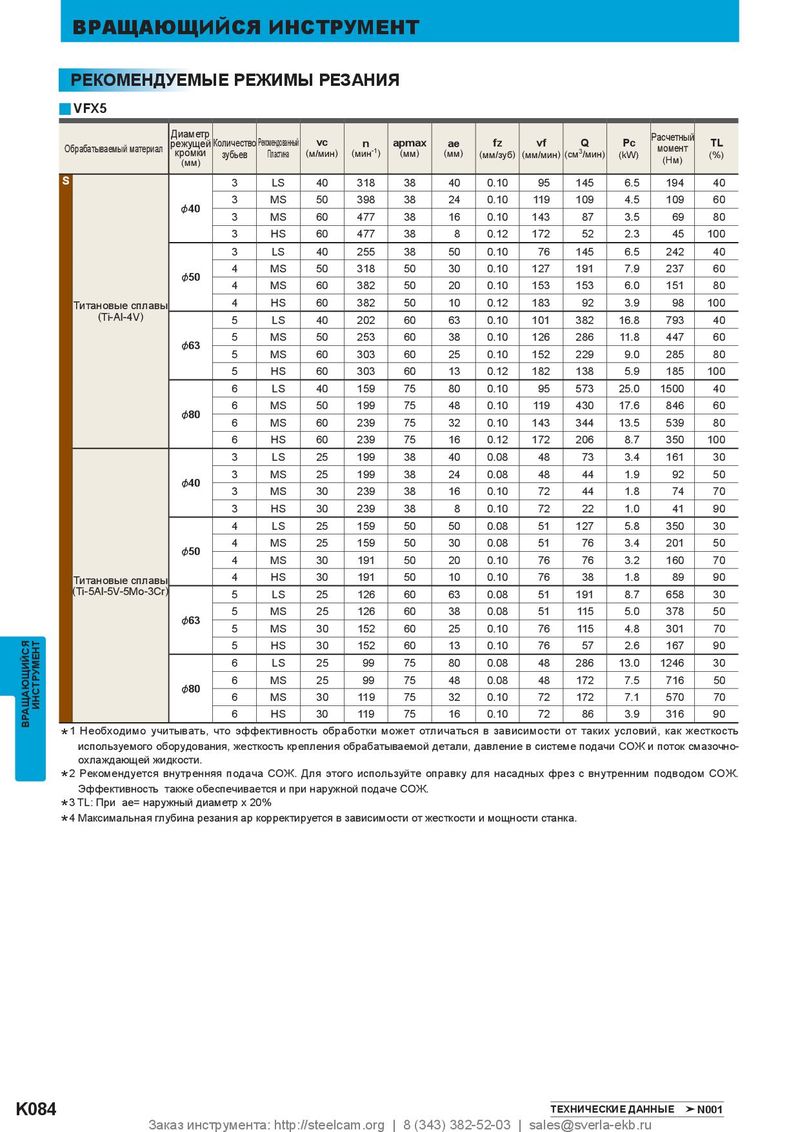
ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y VFX5 Диаметр Расчетный режущей Количество Рекомендованный vc n apmax ae fz vf Q Pc TL Обрабатываемый материал момент кромки зубьев Пластина ( м/мин ) ( мин -1 ) ( мм ) ( мм ) ( мм/зуб ) ( мм/мин ) (cм 3 /мин) (kW) (%) (мм) (Нм) S 3 LS 40 318 38 40 0.10 95 145 6.5 194 40 3 MS 50 398 38 24 0.10 119 109 4.5 109 60 &40 3 MS 60 477 38 16 0.10 143 87 3.5 69 80 3 HS 60 477 38 8 0.12 172 52 2.3 45 100 3 LS 40 255 38 50 0.10 76 145 6.5 242 40 4 MS 50 318 50 30 0.10 127 191 7.9 237 60 &50 4 MS 60 382 50 20 0.10 153 153 6.0 151 80 Титановые сплавы 4 HS 60 382 50 10 0.12 183 92 3.9 98 100 ( Ti-Al-4V ) 5 LS 40 202 60 63 0.10 101 382 16.8 793 40 5 MS 50 253 60 38 0.10 126 286 11.8 447 60 &63 5 MS 60 303 60 25 0.10 152 229 9.0 285 80 5 HS 60 303 60 13 0.12 182 138 5.9 185 100 6 LS 40 159 75 80 0.10 95 573 25.0 1500 40 6 MS 50 199 75 48 0.10 119 430 17.6 846 60 &80 6 MS 60 239 75 32 0.10 143 344 13.5 539 80 6 HS 60 239 75 16 0.12 172 206 8.7 350 100 3 LS 25 199 38 40 0.08 48 73 3.4 161 30 3 MS 25 199 38 24 0.08 48 44 1.9 92 50 &40 3 MS 30 239 38 16 0.10 72 44 1.8 74 70 3 HS 30 239 38 8 0.10 72 22 1.0 41 90 4 LS 25 159 50 50 0.08 51 127 5.8 350 30 4 MS 25 159 50 30 0.08 51 76 3.4 201 50 &50 4 MS 30 191 50 20 0.10 76 76 3.2 160 70 Титановые сплавы 4 HS 30 191 50 10 0.10 76 38 1.8 89 90 ( Ti-5Al-5V-5Mo-3Cr ) 5 LS 25 126 60 63 0.08 51 191 8.7 658 30 5 MS 25 126 60 38 0.08 51 115 5.0 378 50 &63 5 MS 30 152 60 25 0.10 76 115 4.8 301 70 5 HS 30 152 60 13 0.10 76 57 2.6 167 90 6 LS 25 99 75 80 0.08 48 286 13.0 1246 30 6 MS 25 99 75 48 0.08 48 172 7.5 716 50 &80 6 MS 30 119 75 32 0.10 72 172 7.1 570 70 ИНСТРУМЕНТ 6 HS 30 119 75 16 0.10 72 86 3.9 316 90 ВРАЩАЮЩИЙСЯ 1 Необходимо учитывать, что эффективность обработки может отличаться в зависимости от таких условий, как жесткость * используемого оборудования, жесткость крепления обрабатываемой детали, давление в системе подачи СОЖ и поток смазочно- охлаждающей жидкости. 2 Рекомендуется внутренняя подача СОЖ. Для этого используйте оправку для насадных фрез с внутренним подводом СОЖ. * Эффективность также обеспечивается и при наружной подаче СОЖ. 3 TL: При ae= наружный диаметр x 20% * 4 Максимальная глубина резания ap корректируется в зависимости от жесткости и мощности станка. * K084 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru