Каталог Mitsubishi Materials вращающийся инструмент - страница 87
Навигация
 Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки
Каталог Mitsubishi Materials СНП с CBN и PCD для токарной обработки Каталог Mitsubishi Materials малоразмерный инструмент
Каталог Mitsubishi Materials малоразмерный инструмент Каталог Mitsubishi Materials пластины для точения
Каталог Mitsubishi Materials пластины для точения Каталог Mitsubishi Materials сверлильные инструменты
Каталог Mitsubishi Materials сверлильные инструменты Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент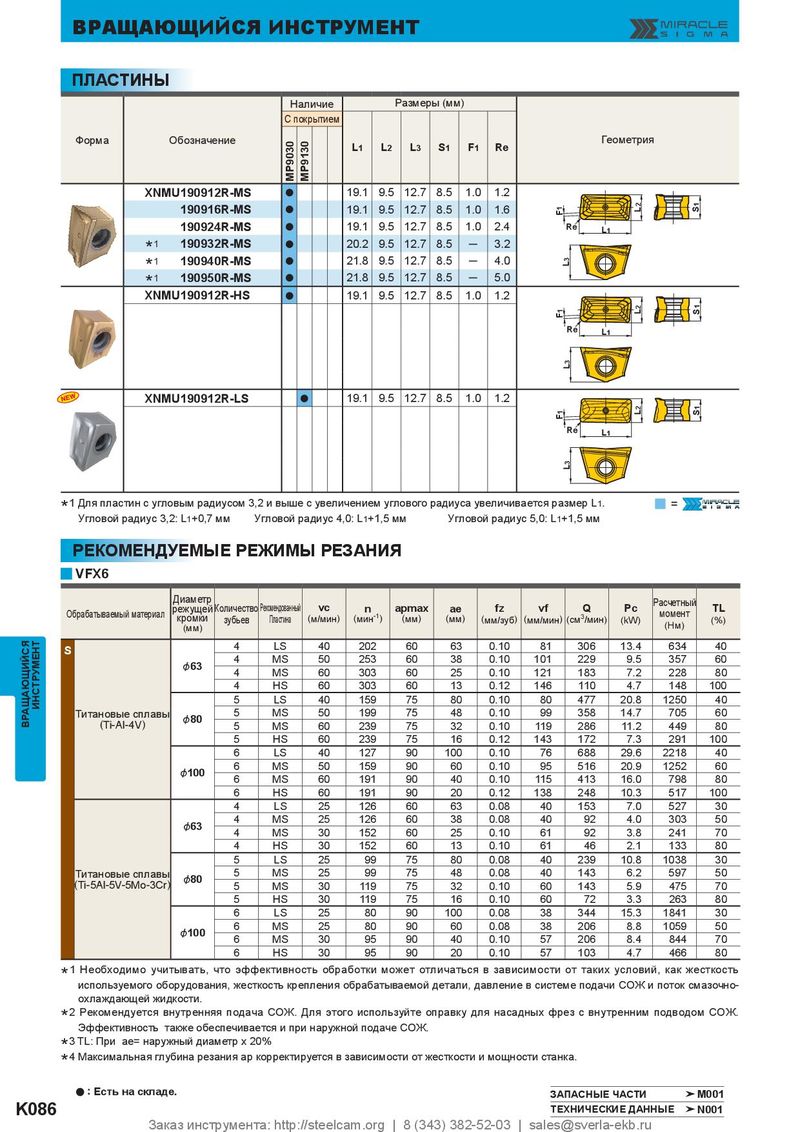
ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ ПЛАСТИНЫ Наличие Размеры (мм) С покрытием Форма Обозначение Геометрия L1 L2 L3 S1 F1 Re MP9030 MP9130 XNMU190912R-MS a 19.1 9.5 12.7 8.5 1.0 1.2 190916R-MS a 19.1 9.5 12.7 8.5 1.0 1.6 1 F L2 S1 190924R-MS a 19.1 9.5 12.7 8.5 1.0 2.4 Re L1 1 190932R-MS a 20.2 9.5 12.7 8.5 ─ 3.2 * 1 190940R-MS a 21.8 9.5 12.7 8.5 ─ 4.0 L3 * 1 190950R-MS a 21.8 9.5 12.7 8.5 ─ 5.0 * XNMU190912R-HS a 19.1 9.5 12.7 8.5 1.0 1.2 1 F L2 S1 Re L1 L3 XNMU190912R-LS a 19.1 9.5 12.7 8.5 1.0 1.2 L2 F1 S1 Re L1 L3 1 Для пластин с угловым радиусом 3,2 и выше с увеличением углового радиуса увеличивается размер L 1 . = * Угловой радиус 3,2: L 1 +0,7 мм Угловой радиус 4,0: L 1 +1,5 мм Угловой радиус 5,0: L 1 +1,5 мм РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ y VFX6 Диаметр Расчетный режущей Количество Рекомендованный vc n apmax ae fz vf Q Pc TL Обрабатываемый материал кромки -1 зубьев Пластина ( м/мин ) ( мин ) ( мм ) ( мм ) ( 3 момент мм/зуб ) ( мм/мин ) (cм /мин) (kW) (%) (мм) (Нм) 4 LS 40 202 60 63 0.10 81 306 13.4 634 40 S 4 MS 50 253 60 38 0.10 101 229 9.5 357 60 &63 4 MS 60 303 60 25 0.10 121 183 7.2 228 80 4 HS 60 303 60 13 0.12 146 110 4.7 148 100 5 LS 40 159 75 80 0.10 80 477 20.8 1250 40 ИНСТРУМЕНТ Титановые сплавы 5 MS 50 199 75 48 0.10 99 358 14.7 705 60 &80 ВРАЩАЮЩИЙСЯ ( Ti-Al-4V ) 5 MS 60 239 75 32 0.10 119 286 11.2 449 80 5 HS 60 239 75 16 0.12 143 172 7.3 291 100 6 LS 40 127 90 100 0.10 76 688 29.6 2218 40 6 MS 50 159 90 60 0.10 95 516 20.9 1252 60 &100 6 MS 60 191 90 40 0.10 115 413 16.0 798 80 6 HS 60 191 90 20 0.12 138 248 10.3 517 100 4 LS 25 126 60 63 0.08 40 153 7.0 527 30 4 MS 25 126 60 38 0.08 40 92 4.0 303 50 &63 4 MS 30 152 60 25 0.10 61 92 3.8 241 70 4 HS 30 152 60 13 0.10 61 46 2.1 133 80 5 LS 25 99 75 80 0.08 40 239 10.8 1038 30 Титановые сплавы 5 MS 25 99 75 48 0.08 40 143 6.2 597 50 &80 ( Ti-5Al-5V-5Mo-3Cr ) 5 MS 30 119 75 32 0.10 60 143 5.9 475 70 5 HS 30 119 75 16 0.10 60 72 3.3 263 80 6 LS 25 80 90 100 0.08 38 344 15.3 1841 30 6 MS 25 80 90 60 0.08 38 206 8.8 1059 50 &100 6 MS 30 95 90 40 0.10 57 206 8.4 844 70 6 HS 30 95 90 20 0.10 57 103 4.7 466 80 1 Необходимо учитывать, что эффективность обработки может отличаться в зависимости от таких условий, как жесткость * используемого оборудования, жесткость крепления обрабатываемой детали, давление в системе подачи СОЖ и поток смазочно- охлаждающей жидкости. 2 Рекомендуется внутренняя подача СОЖ. Для этого используйте оправку для насадных фрез с внутренним подводом СОЖ. * Эффективность также обеспечивается и при наружной подаче СОЖ. 3 TL: При ae= наружный диаметр x 20% * 4 Максимальная глубина резания ap корректируется в зависимости от жесткости и мощности станка. * a : Есть на складе. ЗАПАСНЫЕ ЧАСТИ M001 K086 ТЕХНИЧЕСКИЕ ДАННЫЕ N001 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru