Каталог Mitsubishi Materials сверлильные инструменты - страница 11
Навигация
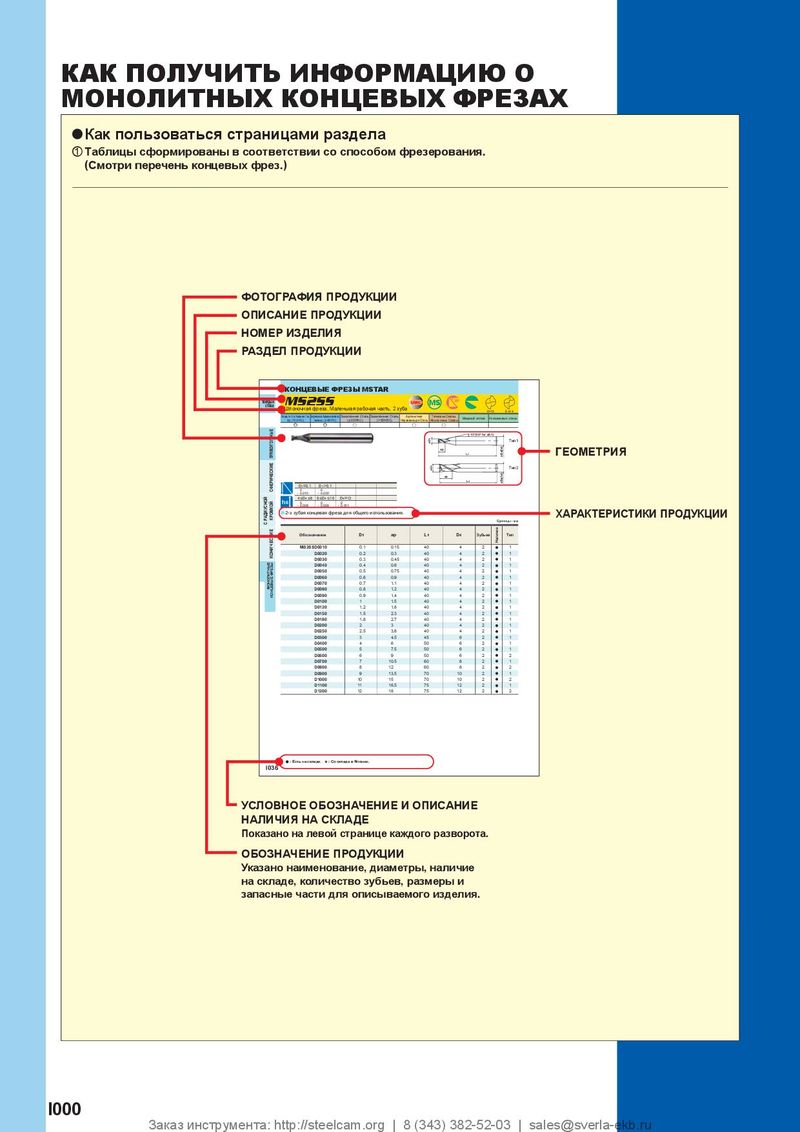 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 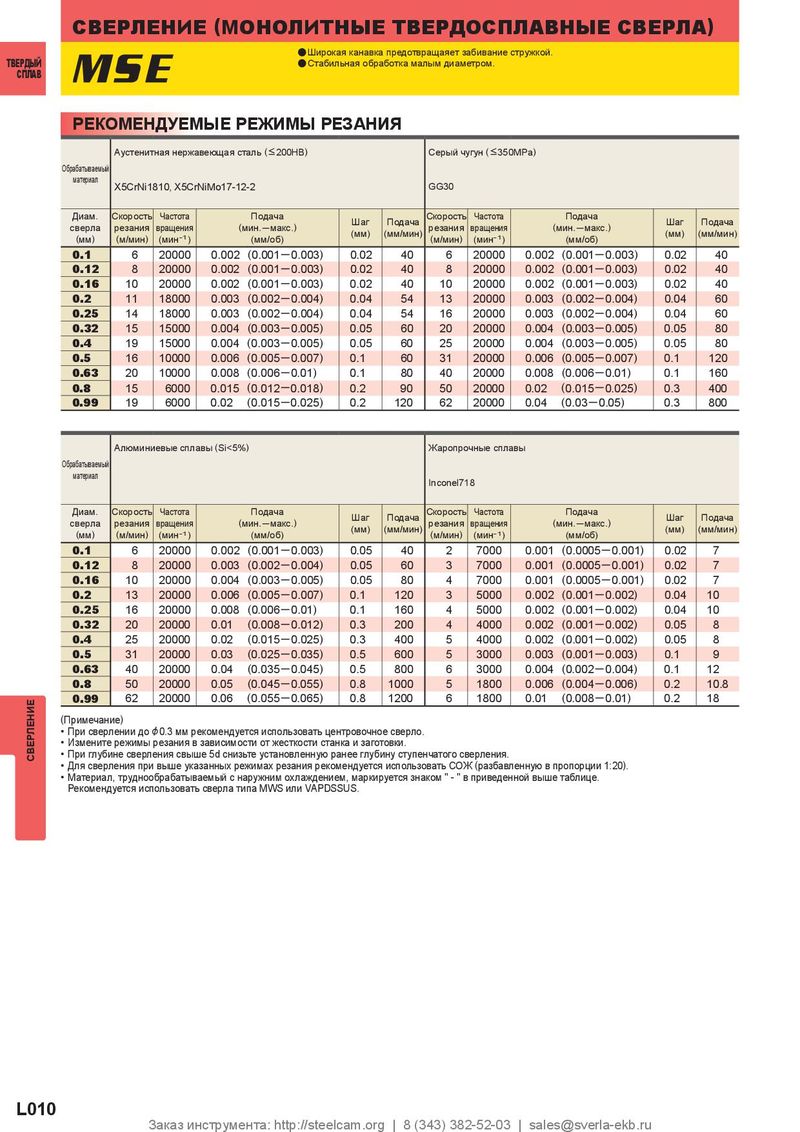
СВЕРЛЕНИЕ ( МОНОЛИТНЫЕ ТВЕРДОСПЛАВНЫЕ СВЕРЛА ) a Широкая канавка предотвращаяет забивание стружкой. ТВЕРДЫЙ a Стабильная обработка малым диаметром. СПЛАВ MSE РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Аустенитная нержавеющая сталь ( < 200HB ) Серый чугун ( < 350MPa ) Обрабатываемый материал X5CrNi1810 , X5CrNiMo17-12-2 GG30 Диам. Скорость Частота Подача Скорость Частота Подача Шаг Подача Шаг Подача сверла резания вращения ( мин. ─ макс. ) резания вращения ( мин. ─ макс. ) (мм) (мм/мин) (мм) (мм/мин) ( мм ) ( м/мин ) (мин -1 ) (мм/об) ( м/мин ) (мин -1 ) (мм/об) 0.1 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.12 8 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 8 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.16 10 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 10 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.2 11 18000 0.003 ( 0.002 ─ 0.004 ) 0.04 54 13 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 0.25 14 18000 0.003 ( 0.002 ─ 0.004 ) 0.04 54 16 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 0.32 15 15000 0.004 ( 0.003 ─ 0.005 ) 0.05 60 20 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 0.4 19 15000 0.004 ( 0.003 ─ 0.005 ) 0.05 60 25 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 0.5 16 10000 0.006 ( 0.005 ─ 0.007 ) 0.1 60 31 20000 0.006 ( 0.005 ─ 0.007 ) 0.1 120 0.63 20 10000 0.008 ( 0.006 ─ 0.01 ) 0.1 80 40 20000 0.008 ( 0.006 ─ 0.01 ) 0.1 160 0.8 15 6000 0.015 ( 0.012 ─ 0.018 ) 0.2 90 50 20000 0.02 ( 0.015 ─ 0.025 ) 0.3 400 0.99 19 6000 0.02 ( 0.015 ─ 0.025 ) 0.2 120 62 20000 0.04 ( 0.03 ─ 0.05 ) 0.3 800 Алюминиевые сплавы ( Si<5% ) Жаропрочные сплавы Обрабатываемый материал Inconel718 Диам. Скорость Частота Подача Скорость Частота Подача Шаг Подача Шаг Подача сверла резания вращения ( мин. ─ макс. ) резания вращения ( мин. ─ макс. ) (мм) (мм/мин) (мм) (мм/мин) ( мм ) ( м/мин ) (мин -1 ) (мм/об) ( м/мин ) (мин -1 ) (мм/об) 0.1 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.05 40 2 7000 0.001 ( 0.0005 ─ 0.001 ) 0.02 7 0.12 8 20000 0.003 ( 0.002 ─ 0.004 ) 0.05 60 3 7000 0.001 ( 0.0005 ─ 0.001 ) 0.02 7 0.16 10 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 4 7000 0.001 ( 0.0005 ─ 0.001 ) 0.02 7 0.2 13 20000 0.006 ( 0.005 ─ 0.007 ) 0.1 120 3 5000 0.002 ( 0.001 ─ 0.002 ) 0.04 10 0.25 16 20000 0.008 ( 0.006 ─ 0.01 ) 0.1 160 4 5000 0.002 ( 0.001 ─ 0.002 ) 0.04 10 0.32 20 20000 0.01 ( 0.008 ─ 0.012 ) 0.3 200 4 4000 0.002 ( 0.001 ─ 0.002 ) 0.05 8 0.4 25 20000 0.02 ( 0.015 ─ 0.025 ) 0.3 400 5 4000 0.002 ( 0.001 ─ 0.002 ) 0.05 8 0.5 31 20000 0.03 ( 0.025 ─ 0.035 ) 0.5 600 5 3000 0.003 ( 0.001 ─ 0.003 ) 0.1 9 0.63 40 20000 0.04 ( 0.035 ─ 0.045 ) 0.5 800 6 3000 0.004 ( 0.002 ─ 0.004 ) 0.1 12 0.8 50 20000 0.05 ( 0.045 ─ 0.055 ) 0.8 1000 5 1800 0.006 ( 0.004 ─ 0.006 ) 0.2 10.8 0.99 62 20000 0.06 ( 0.055 ─ 0.065 ) 0.8 1200 6 1800 0.01 ( 0.008 ─ 0.01 ) 0.2 18 ( Примечание ) • При сверлении до & 0.3 мм рекомендуется использовать центровочное сверло. • Измените режимы резания в зависимости от жесткости станка и заготовки. • При глубине сверления свыше 5d снизьте установленную ранее глубину ступенчатого сверления. СВЕРЛЕНИЕ • Для сверления при выше указанных режимах резания рекомендуется использовать СОЖ ( разбавленную в пропорции 1:20 ) . • Материал, труднообрабатываемый с наружним охлаждением, маркируется знаком " - " в приведенной выше таблице. Рекомендуется использовать сверла типа MWS или VAPDSSUS. L010 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru