Каталог Mitsubishi Materials сверлильные инструменты - страница 10
Навигация
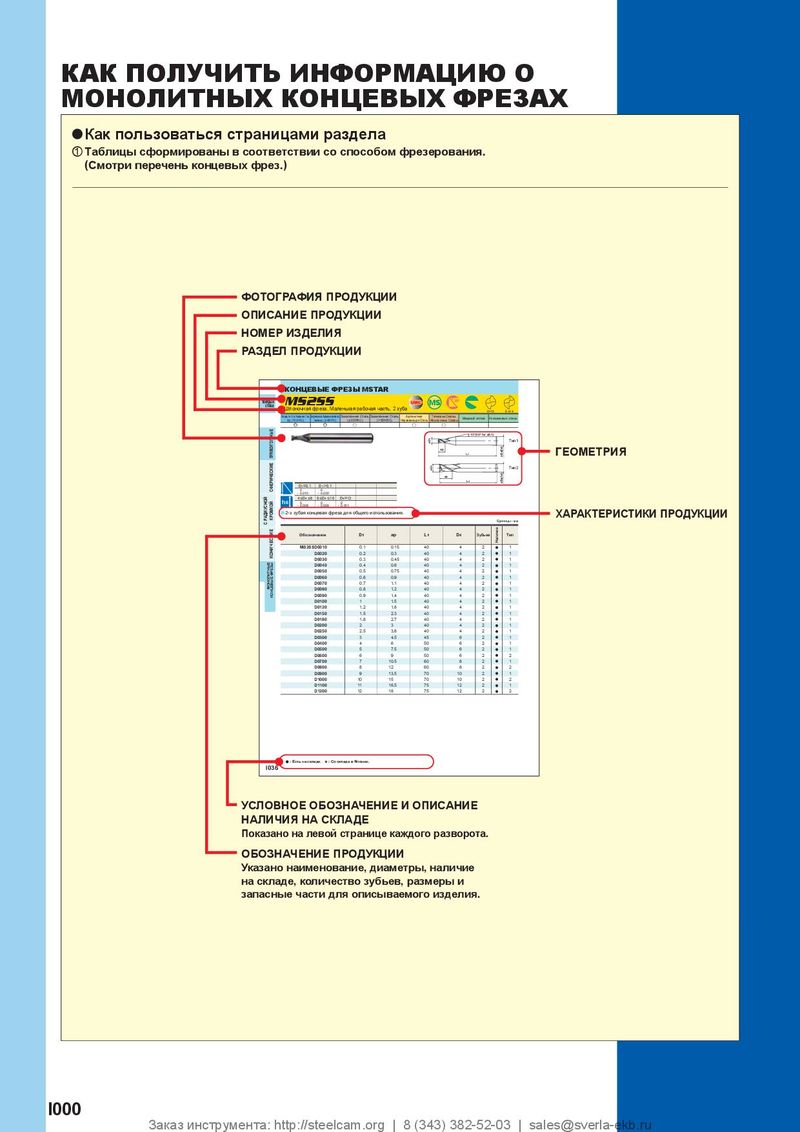 Каталог Mitsubishi Materials концевые монолитные фрезы
Каталог Mitsubishi Materials концевые монолитные фрезы Каталог Mitsubishi Materials резьбонарезной инструмент
Каталог Mitsubishi Materials резьбонарезной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части 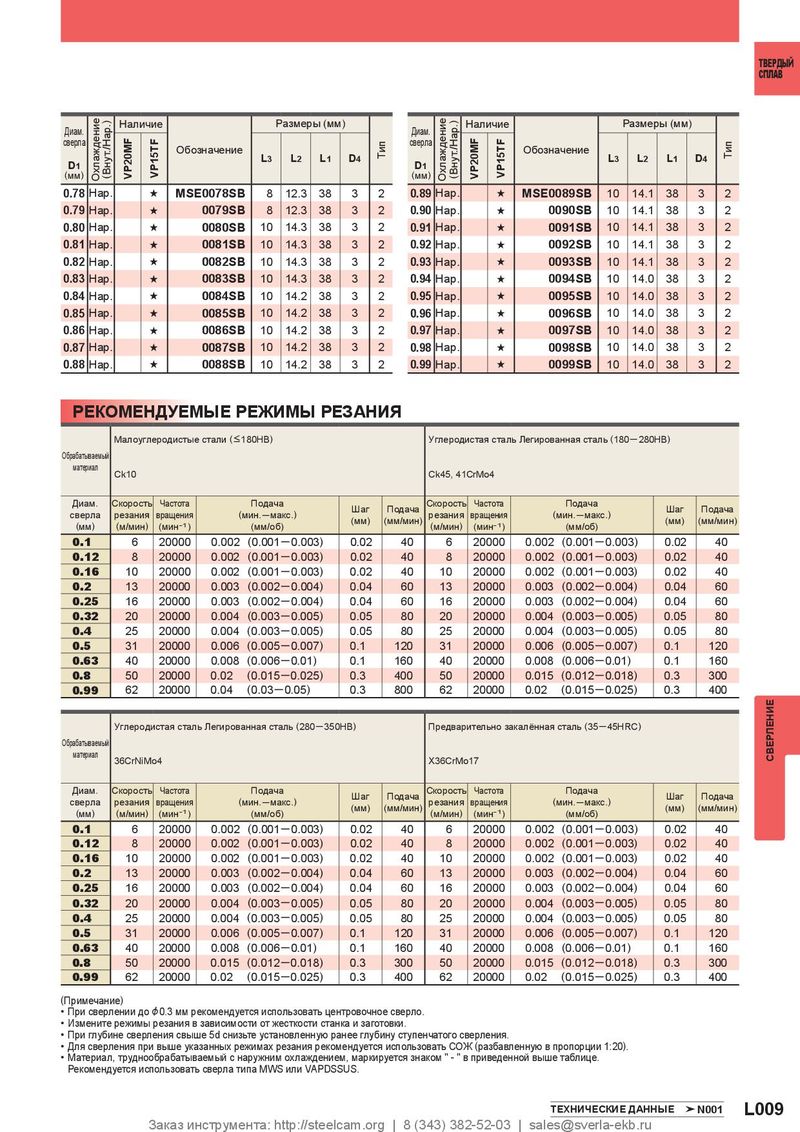
ТВЕРДЫЙ СПЛАВ ) Наличие Размеры (мм) ) Наличие Размеры (мм) Диам. Диам. сверла сверла Обозначение Обозначение L3 L2 L1 D4 Тип L3 L2 L1 D4 Тип D1 D1 ( мм ) Охлаждение ( Внут./Нар. VP20MF VP15TF ( мм ) Охлаждение ( Внут./Нар. VP20MF VP15TF 0.78 Нар. s MSE0078SB 8 12.3 38 3 2 0.89 Нар. s MSE0089SB 10 14.1 38 3 2 0.79 Нар. s 0079SB 8 12.3 38 3 2 0.90 Нар. s 0090SB 10 14.1 38 3 2 0.80 Нар. s 0080SB 10 14.3 38 3 2 0.91 Нар. s 0091SB 10 14.1 38 3 2 0.81 Нар. s 0081SB 10 14.3 38 3 2 0.92 Нар. s 0092SB 10 14.1 38 3 2 0.82 Нар. s 0082SB 10 14.3 38 3 2 0.93 Нар. s 0093SB 10 14.1 38 3 2 0.83 Нар. s 0083SB 10 14.3 38 3 2 0.94 Нар. s 0094SB 10 14.0 38 3 2 0.84 Нар. s 0084SB 10 14.2 38 3 2 0.95 Нар. s 0095SB 10 14.0 38 3 2 0.85 Нар. s 0085SB 10 14.2 38 3 2 0.96 Нар. s 0096SB 10 14.0 38 3 2 0.86 Нар. s 0086SB 10 14.2 38 3 2 0.97 Нар. s 0097SB 10 14.0 38 3 2 0.87 Нар. s 0087SB 10 14.2 38 3 2 0.98 Нар. s 0098SB 10 14.0 38 3 2 0.88 Нар. s 0088SB 10 14.2 38 3 2 0.99 Нар. s 0099SB 10 14.0 38 3 2 РЕКОМЕНДУЕМЫЕ РЕЖИМЫ РЕЗАНИЯ Малоуглеродистые стали ( < 180HB ) Углеродистая сталь Легированная сталь ( 180 ─ 280HB ) Обрабатываемый материал Ck10 Ck45, 41CrMo4 Диам. Скорость Частота Подача Скорость Частота Подача Шаг Подача Шаг Подача сверла резания вращения ( мин. ─ макс. ) резания вращения ( мин. ─ макс. ) (мм) (мм/мин) (мм) (мм/мин) ( мм ) ( м/мин ) (мин -1 ) (мм/об) ( м/мин ) (мин -1 ) (мм/об) 0.1 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.12 8 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 8 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.16 10 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 10 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.2 13 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 13 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 0.25 16 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 16 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 0.32 20 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 20 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 0.4 25 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 25 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 0.5 31 20000 0.006 ( 0.005 ─ 0.007 ) 0.1 120 31 20000 0.006 ( 0.005 ─ 0.007 ) 0.1 120 0.63 40 20000 0.008 ( 0.006 ─ 0.01 ) 0.1 160 40 20000 0.008 ( 0.006 ─ 0.01 ) 0.1 160 0.8 50 20000 0.02 ( 0.015 ─ 0.025 ) 0.3 400 50 20000 0.015 ( 0.012 ─ 0.018 ) 0.3 300 0.99 62 20000 0.04 ( 0.03 ─ 0.05 ) 0.3 800 62 20000 0.02 ( 0.015 ─ 0.025 ) 0.3 400 Углеродистая сталь Легированная сталь ( 280 ─ 350HB ) Предварительно закалённая сталь ( 35 ─ 45HRC ) Обрабатываемый материал 36CrNiMo4 X36CrMo17 СВЕРЛЕНИЕ Диам. Скорость Частота Подача Скорость Частота Подача Шаг Подача Шаг Подача сверла резания вращения ( мин. ─ макс. ) резания вращения ( мин. ─ макс. ) (мм) (мм/мин) (мм) (мм/мин) ( мм ) ( м/мин ) (мин -1 ) (мм/об) ( м/мин ) (мин -1 ) (мм/об) 0.1 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 6 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.12 8 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 8 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.16 10 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 10 20000 0.002 ( 0.001 ─ 0.003 ) 0.02 40 0.2 13 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 13 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 0.25 16 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 16 20000 0.003 ( 0.002 ─ 0.004 ) 0.04 60 0.32 20 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 20 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 0.4 25 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 25 20000 0.004 ( 0.003 ─ 0.005 ) 0.05 80 0.5 31 20000 0.006 ( 0.005 ─ 0.007 ) 0.1 120 31 20000 0.006 ( 0.005 ─ 0.007 ) 0.1 120 0.63 40 20000 0.008 ( 0.006 ─ 0.01 ) 0.1 160 40 20000 0.008 ( 0.006 ─ 0.01 ) 0.1 160 0.8 50 20000 0.015 ( 0.012 ─ 0.018 ) 0.3 300 50 20000 0.015 ( 0.012 ─ 0.018 ) 0.3 300 0.99 62 20000 0.02 ( 0.015 ─ 0.025 ) 0.3 400 62 20000 0.02 ( 0.015 ─ 0.025 ) 0.3 400 ( Примечание ) • При сверлении до & 0.3 мм рекомендуется использовать центровочное сверло. • Измените режимы резания в зависимости от жесткости станка и заготовки. • При глубине сверления свыше 5d снизьте установленную ранее глубину ступенчатого сверления. • Для сверления при выше указанных режимах резания рекомендуется использовать СОЖ ( разбавленную в пропорции 1:20 ) . • Материал, труднообрабатываемый с наружним охлаждением, маркируется знаком " - " в приведенной выше таблице. Рекомендуется использовать сверла типа MWS или VAPDSSUS. ТЕХНИЧЕСКИЕ ДАННЫЕ N001 L009 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru