Каталог Mitsubishi Materials пластины для точения - страница 30
Навигация
 Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент 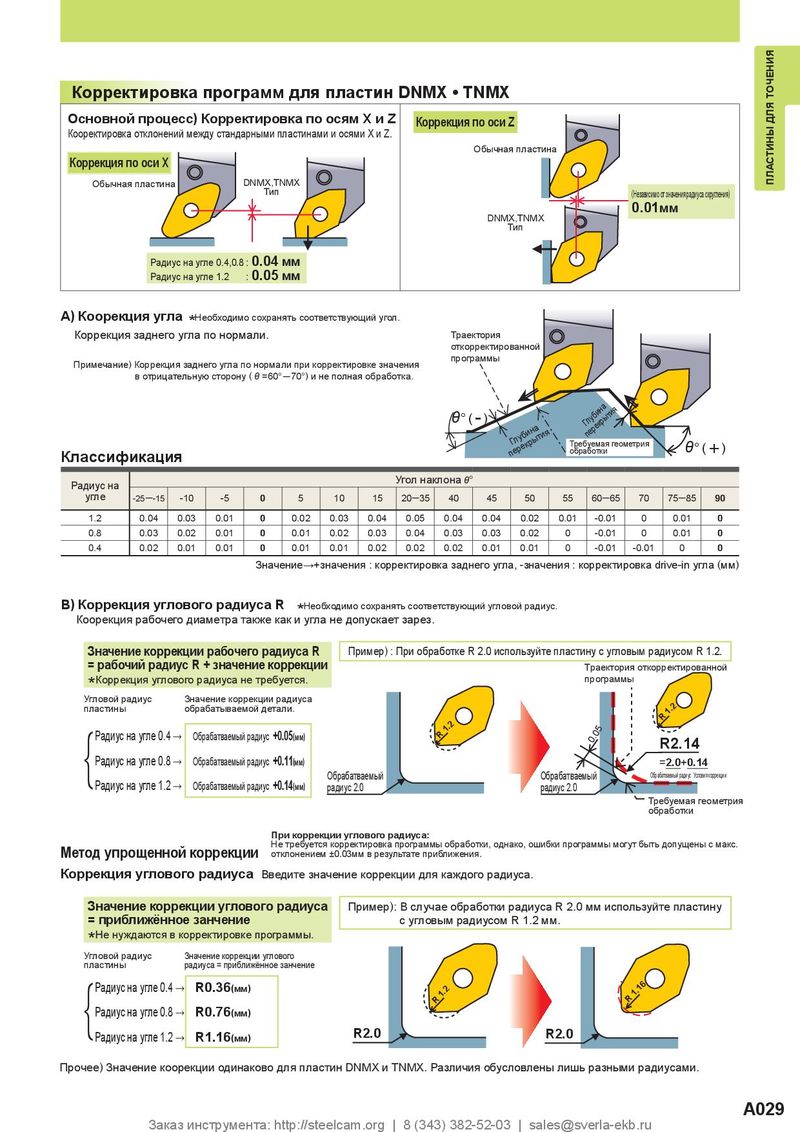
Корректировка программ для пластин DNMX • TNMX Основной процесс ) Корректировка по осям X и Z Коррекция по оси Z Кооректировка отклонений между стандарными пластинами и осями X и Z. Обычная пластина Коррекция по оси X Обычная пластина DNMX,TNMX ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ Тип ( Независимо от значения радиуса скругления ) 0.01мм DNMX,TNMX Тип Радиус на угле 0.4,0.8 : 0.04 мм Радиус на угле 1.2 : 0.05 мм A ) Коорекция угла Необходимо сохранять соответствующий угол. * Коррекция заднего угла по нормали. Траектория откорректированной программы Примечание ) Коррекция заднего угла по нормали при корректировке значения в отрицательную сторону ( ' =60° ─ 70° ) и не полная обработка. '° ( - ) Глубина перекрытия Глубина Требуемая геометрия '° ( перекрытия обработки + ) Классификация Угол наклона '° Радиус на угле -25 ─ -15 -10 -5 0 5 10 15 20 ─ 35 40 45 50 55 60 ─ 65 70 75 ─ 85 90 1.2 0.04 0.03 0.01 0 0.02 0.03 0.04 0.05 0.04 0.04 0.02 0.01 -0.01 0 0.01 0 0.8 0.03 0.02 0.01 0 0.01 0.02 0.03 0.04 0.03 0.03 0.02 0 -0.01 0 0.01 0 0.4 0.02 0.01 0.01 0 0.01 0.01 0.02 0.02 0.02 0.01 0.01 0 -0.01 -0.01 0 0 Значение→+значения : корректировка заднего угла, -значения : корректировка drive-in угла ( мм ) B ) Коррекция углового радиуса R Необходимо сохранять соответствующий угловой радиус. * Коорекция рабочего диаметра также как и угла не допускает зарез. Значение коррекции рабочего радиуса R Пример ) : При обработке R 2.0 используйте пластину с угловым радиусом R 1.2. = рабочий радиус R + значение коррекции Траектория откорректированной Коррекция углового радиуса не требуется. программы * Угловой радиус Значение коррекции радиуса пластины обрабатываемой детали. R 1.2 Радиус на угле 0.4 → Обрабатваемый радиус +0.05 ( мм ) R 1.2 0.05 R2.14 Радиус на угле 0.8 → Обрабатваемый радиус +0.11 ( мм ) =2.0+0.14 Обрабатваемый Обрабатваемый Обрабатваемый радиус Условия коррекции Радиус на угле 1.2 → Обрабатваемый радиус +0.14 ( мм ) радиус 2.0 радиус 2.0 Требуемая геометрия обработки При коррекции углового радиуса: Не требуется корректировка программы обработки, однако, ошибки программы могут быть допущены с макс. Метод упрощенной коррекции отклонением ±0.03мм в результате приближения. Коррекция углового радиуса Введите значение коррекции для каждого радиуса. Значение коррекции углового радиуса Пример ) : В случае обработки радиуса R 2.0 мм используйте пластину = приближённое занчение с угловым радиусом R 1.2 мм. Не нуждаются в корректировке программы. * Угловой радиус Значение коррекции углового пластины радиуса = приближённое занчение Радиус на угле 0.4 → R0.36 ( мм ) R 1.2 R 1.16 Радиус на угле 0.8 → R0.76 ( мм ) Радиус на угле 1.2 → R1.16 ( мм ) R2.0 R2.0 Прочее ) Значение коорекции одинаково для пластин DNMX и TNMX. Различия обусловлены лишь разными радиусами. A029 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru