Каталог Mitsubishi Materials пластины для точения - страница 29
Навигация
 Каталог Mitsubishi Materials отрезной и канавочный инструмент
Каталог Mitsubishi Materials отрезной и канавочный инструмент Каталог Mitsubishi Materials запасные части
Каталог Mitsubishi Materials запасные части Каталог Mitsubishi Materials расточной инструмент
Каталог Mitsubishi Materials расточной инструмент Каталог Mitsubishi Materials токарный инструмент для наружного точения
Каталог Mitsubishi Materials токарный инструмент для наружного точения Общий каталог Mitsubishi 2020 - 2021
Общий каталог Mitsubishi 2020 - 2021 Каталог Mitsubishi Materials вращающийся инструмент
Каталог Mitsubishi Materials вращающийся инструмент 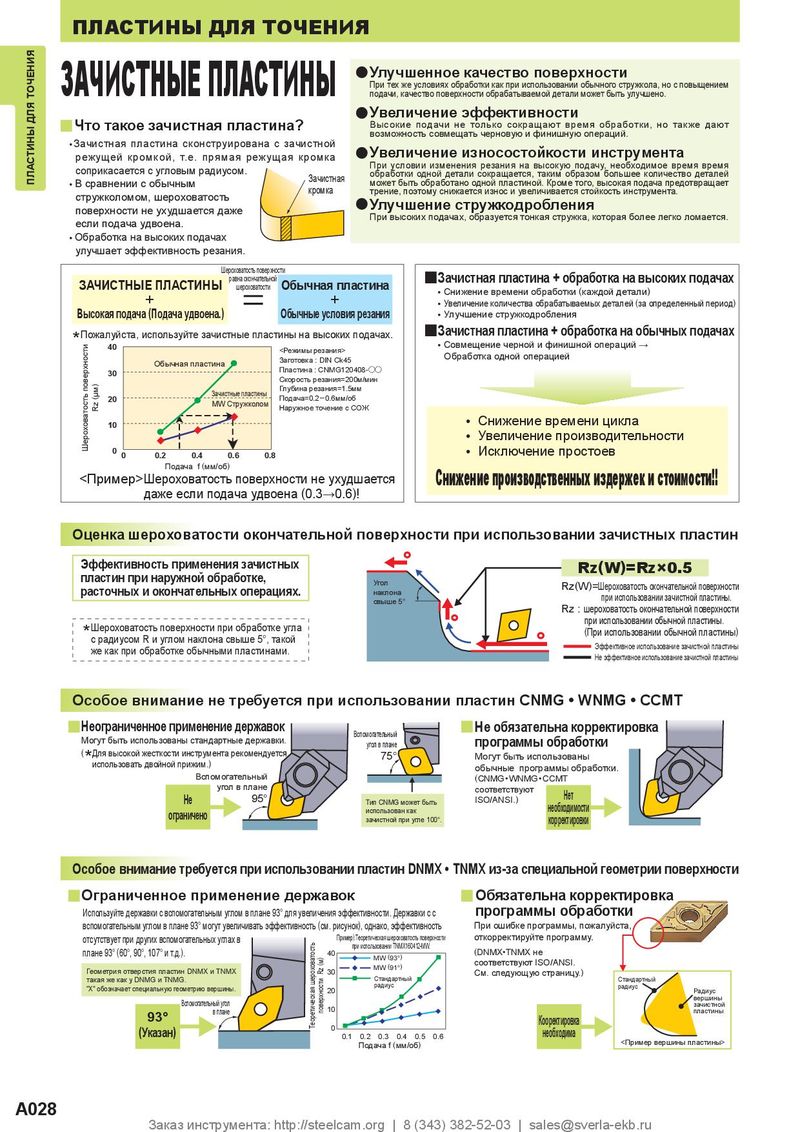
ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ a Улучшенное качество поверхности При тех же условиях обработки как при использовании обычного стружкола, но с повыщением ЗАЧИСТНЫЕ ПЛАСТИНЫ подачи, качество поверхности обрабатываемой детали может быть улучшено. a Увеличение эффективности y Что такое зачистная пластина? Высокие подачи не только сокращают время обработки, но также дают возможность совмещать черновую и финишную операций. • Зачистная пластина сконструирована с зачистной режущей кромкой, т.е. прямая режущая кромка a Увеличение износостойкости инструмента При условии изменения резания на высокую подачу, необходимое время время соприкасается с угловым радиусом. обработки одной детали сокращается, таким образом большее количество деталей ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ Зачистная • В сравнении с обычным может быть обработано одной пластиной. Кроме того, высокая подача предотвращает кромка трение, поэтому снижается износ и увеличивается стойкость инструмента. стружколомом, шероховатость a Улучшение стружкодробления поверхности не ухудшается даже При высоких подачах, образуется тонкая стружка, которая более легко ломается. если подача удвоена. • Обработка на высоких подачах улучшает эффективность резания. Шероховатость поверхности равна окончательной y Зачистная пластина + обработка на высоких подачах ЗАЧИСТНЫЕ ПЛАСТИНЫ шероховатости Обычная пластина • Снижение времени обработки ( каждой детали ) + + • Увеличение количества обрабатываемых деталей ( за определенный период ) Высокая подача ( Подача удвоена. ) Обычные условия резания • Улучшение стружкодробления Пожалуйста, используйте зачистные пластины на высоких подачах. y Зачистная пластина + обработка на обычных подачах * 40 • Совмещение черной и финишной операций → <Режимы резания> Обработка одной операцией Обычная пластина Заготовка : DIN Ck45 30 Пластина : CNMG120408- oo Скорость резания=200м/мин ) Глубина резания=1.5мм ( μм Зачистные пластины 20 Подача=0.2 – 0.6мм/об MW Стружколом Rz Наружное точение с СОЖ 10 • Снижение времени цикла • Увеличение производительности Шероховатость поверхности 0 0 0.2 0.4 0.6 0.8 • Исключение простоев Подача f ( мм/об ) <Пример> Шероховатость поверхности не ухудшается Снижение производственных издержек и стоимости!! даже если подача удвоена ( 0.3→0.6 ) ! Оценка шероховатости окончательной поверхности при использовании зачистных пластин Эффективность применения зачистных Rz ( W ) =Rz×0.5 пластин при наружной обработке, Угол Rz ( W ) =Шероховатость окончательной поверхности расточных и окончательных операциях. наклона свыше 5° при использовании зачистной пластины. Rz : шероховатость окончательной поверхности при использовании обычной пластины. Шероховатость поверхности при обработке угла ( * При использовании обычной пластины ) с радиусом R и углом наклона свыше 5°, такой Эффективное использование зачистной пластины же как при обработке обычными пластинами. Не эффективное использование зачистной пластины Особое внимание не требуется при использовании пластин CNMG • WNMG • CCMT y Неограниченное применение державок y Не обязательна корректировка Вспомогательный Могут быть использованы стандартные державки. угол в плане программы обработки ( Для высокой жесткости инструмента рекомендуется 75° Могут быть использованы * использовать двойной прижим. ) обычные программы обработки. Вспомогательный ( CNMG • WNMG • CCMT угол в плане соответствуют 95° Нет Не Тип CNMG может быть ISO/ANSI. ) использован как необходимости ограничено зачистной при угле 100°. корректировки Особое внимание требуется при использовании пластин DNMX • TNMX из-за специальной геометрии поверхности y Ограниченное применение державок y Обязательна корректировка Используйте державки с вспомогательным углом в плане 93° для увеличения эффективности. Державки с с программы обработки вспомогательным углом в плане 93° могут увеличивать эффективность ( см. рисунок ) , однако, эффективность При ошибке программы, пожалуйста, отсутствует при других вспомогательных углах в Пример ) :Теоретическая шероховатость поверхности откорректируйте программу. при использовании TNMX160412-MW. плане 93° ( 60°, 90°, 107° и т.д. ) . 40 ( DNMX•TNMX не ) MW ( 93° ) ( м соответствуют ISO/ANSI. MW ( 91° ) Геометрия отверстия пластин DNMX и TNMX 30 См. следующую страницу. ) такая же как у DNMG и TNMG. Стандартный Стандартный "X" обозначает специальную геометрию вершины. радиус радиус 20 Радиус вершины Вспомогательный угол зачистной в плане поверхности Rz 10 пластины 93° Теоретическая шероховатость Кооректировка 0 ( Указан ) 0.1 0.2 0.3 0.4 0.5 0.6 необходима Подача f ( мм/об ) <Пример вершины пластины> A028 Заказ инструмента: http://steelcam.org | 8 (343) 382-52-03 | sales@sverla-ekb.ru