Общий каталог Lamina Technologies 2019 - 2020 - страница 185
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018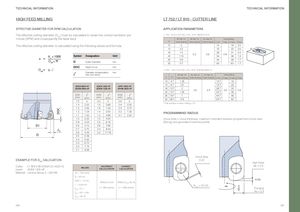
TECHNICAL INFORMATION TECHNICAL INFORMATION HIGH FEED MILLING LT 752 / LT 910 - CUTTER LINE EFFECTIVE DIAMETER FOR RPM CALCULATION Vc x 1000 APPLICATION PARAMETERS n = D x π The effective cutting diameter (Deff) must be calculated to obtain eff the correct revolution per LT 752 - SHOULDER MILLING - APKT 060204-PDTR minute (RPM) and consequently the table feed. α° max. for Ap max. for Ae max. for Helical Milling Deff = D-l D linear ramping linear ramping linear plunging C min. P max. C max. P max. The effective cutting diameter is calculated using the following values and formula. 10 3 14 19 3.0 12 2.2 18 23 2.5 α° 16 1.5 26 31 2.0 5.2 0.6 0.9 Vc x 1000 Symbol Designation Unit 20 1.15 34 39 1.8 n = 25 0.9 44 49 1.7 Deff x π D Cutter Diameter mm 32 0.7 58 63 1.7 DOC Depth of cut mm Deff = D-l LT 910 - HIGH FEED MILLING - XPKT & XPKW 0602-HF Diameter compensation mm (see chart below) α° max. for Ap max. for Ae max. for Helical Milling D D1* linear ramping linear ramping linear plunging C min. P max. C max. P max. 10 4.7 1.25 14.7 18 12 6.7 2.5 18.7 22 Symbol Designation Unit SDKX 0904-HF SDKX 1205-HF APKT 0602-HF SDKW 0904-HF SDKW 1205-HF APKW 0602-HF 16 10.7 2 26.7 30 0.5 2.4 0.5 0.5 D Cutter Diameter mm 20 14.7 1.25 34.7 38 DOC (mm) l DOC (mm) l DOC (mm) l 25 19.7 1 44.7 48 DOC Depth of cut mm (mm) (mm) (mm) 32 26.7 0.9 58.7 62 1.5 0 2.0 0 0.5 0 * Flat surface on face milling = D1 Diameter compensation mm 1.4 0.22 1.8 0.66 0.4 0.32 (see chart below) 1.3 0.58 1.6 1.58 0.3 0.72 DOC 1.2 1.04 1.4 2.58 0.2 1.28 PROGRAMMING RADIUS 1.1 1.52 1.2 3.66 0.1 2.22 1.0 2.02 1.0 4.84 Uncut Area = Uncut thickness, maximum mismatch between programmed corner radii 0.9 2.54 0.8 6.16 (Rprog) and generated machined profile. D1 0.8 3.10 0.6 7.66 0.7 3.70 0.4 9.44 /2 0.6 4.34 0.2 11.76 D 0.5 5.06 0.4 5.82 0.3 6.72 0.2 7.74 0.1 9.06 Uncut Area EXAMPLE FOR Deff CALCUATION 0.22 High Feed Cutter: LT 903 S-W-D040/4 (D=40/Z=4) INCORRECT CORRECT Ap = 0.5 VALUES Insert: SDKX 1205-HF CALCULCATION CALCULATION Material: Lamina Group 3 – 280 HB Vc = 120 m/min D = 40 mm DOC = 1.0 mm RPM for D=40 RPM for Deff=35.16 l = 4.84 mm Rprog = R1.20 RH n = 954 rev/min n = 1085 rev/min Plunging Deff = D - l Deff = 40 – 4.84 Ae = 2.4 Deff = 35.16 366 367