Общий каталог Lamina Technologies 2019 - 2020 - страница 186
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018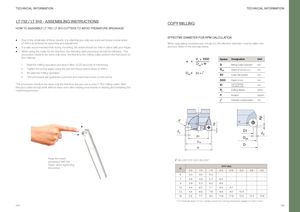
TECHNICAL INFORMATION TECHNICAL INFORMATION LT 752 / LT 910 - ASSEMBLING INSTRUCTIONS COPY MILLING HOW TO ASSEMBLY LT 752 / LT 910 CUTTERS TO AVOID PREMATURE BREAKAGE Vc x 1000 n = EFFECTIVE DIAMETER FOR RPM CALCULATION Deff x π • Due to the small size of these inserts, it is vital that you only use a pre-set torque screw driver (0.4Nm) at all times for assembly and adjustment. When calculating revolution per minute (n), the effective diameter must be taken into Deff = D1 + l • It is also recommended that during mounting, the insert should be held in place with your finger. account. Refer to the formula below. • When using the cutter for the first time, the following start procedure should be followed. This procedure needs to be done only once, the first time the milling cutter perform the first touch on the material. Vc x 1000 Symbol Designation Unit n = 1. Start the milling operation and stop it after 10-20 seconds of machining Deff x π D Milling Cutter Diameter mm 2. Tighten the screw again using the pre-set torque screw driver (0.4Nm) Deff Depth of cut (d.o.c.) mm 3. Re-start the milling operation Deff = D1 + l D1 Cutter flat surface mm 4. This procedure will guarantee a precise and real torque force on the screw. DOC Depth of cut mm This procedure needs to be done only the first time any you use a new LT 752 milling cutter. After iC Insert Diameter - mm Inscribed circle this your cutter should work without issue even after loading new inserts or starting and restarting the machining process. Symbol Designation UnitVc Cutting Speed m/min n Rotation rev/min D Milling Cutter Diameter mm Diameter compensation mm Deff Depth of cut (d.o.c.) mm D1 Cutter flat surface mm DOC Depth of cut mm Ap Ap iC Insert Diameter - iC iC Inscribed circle mm iC iC Ap Ap Vc Cutting Speed m/min D1 D1 /2 n/2 /2 Rotation rev/min /2 D1 Deff. D1 compensation Diameter mm Deff. D eff. D D eff. D D D Keep the insert positioned with the l VALUES FOR DOC VALUES* finger, when tightening DOC (Ap) the screw. iC 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 6 3.3 4.5 5.2 - - - - - 7 3.6 4.9 5.7 6.3 - - - - 8 3.9 5.3 6.2 6.9 - - - - 10 4.4 6.0 7.1 8.0 8.7 - - - 12 4.8 6.6 7.9 8.9 9.7 10.4 - - 16 5.6 7.7 9.3 10.6 11.6 12.5 13.2 13.9 * For min/max depth of cut, please check the cutting parameter pages for each insert. 368 369