Общий каталог Lamina Technologies 2019 - 2020 - страница 181
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018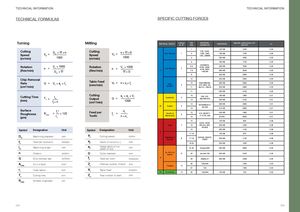
TECHNICAL INFORMATION TECHNICAL INFORMATION TECHNICAL FORMULAS SPECIFIC CUTTING FORCES Turning Millling MATERIAL GROUP Lamina Gr. N° VDI Grp MATERIAL EXAMPLES HARDNESS Specific cutting force, kc1 (N/mm²) mc 1 125 HB 1500 0.25 Cutting Dm x π x n Cutting n x πxD C35, CK45, Speed Vc = Speed Vc = Non-Alloyed 1 2 1020, 1045, 1060, 28MN6 190 HB 1700 0.25 1000 1000 3 250 HB 1850 0.25 (m/min) (m/min) 4 180 HB 1700 0.25 42CRMO4, Rotation Vc x 1000 Rotation Vc x 1000 5.6 ST50, CK60, 230 HB 1800 0.25 n = n = Low alloyed 2 4140, 4340, (Rev/min) Dm x π (Rev/min) πx D P 7.8 100CR6 280 HB 2040 0.25 9 350 HB 2900 0.25 10 220 HB 2050 0.25 Chip Removal Table Feed Vf = n x zc x fz Rate Q = Vc x ap x fn High 10 X40CRMOV5, 280 HB 2600 0.25 (mm/min) 3 H13, M42, D3, (cm3/min) allowed 11 S6-5-2, 12NI19 320 HB 2950 0.25 11 350 HB 3100 0.25 Cutting ae x ap x Vf 14 180 HB 1800 0.21 Cutting Time Tc = lm Q = Austenitic 4 304, 316, Output 14 X5CRNI18-9 240 HB 2100 0.21 (min) fn x n 1000 (cm3/min) 14 290 HB 2600 0.21 X2CRNIN23-4, M Duplex 5 S31500 14 310 HB 2800 0.21 Surface fn2 Vf Rmax = x 125 Feed per fz = 12 200 HB 1800 0.21 Roughness Ferritic & 6 410, X6CR17, rε Tooth n x zc Martensitic 13 17-4 PH, 430 42 HRC 2800 0.21 (µm) 15 150 HB 800 0.28 GG20, GG40, Grey 7 15 EN-GJL-250, 200 HB 1000 0.28 NO30B 16 250 HB 1100 0.28 Symbol Designation Unit Symbol Designation Unit K 17.19 150 HB 870 0.28 Dm Machining diameter mm Vc Cutting speed m/min Malleable & GGG40, GGG70, 8 17.19 200 HB 1150 0.28 Nodular 50005 fn Feed per revolution mm/rev ap Depth of cut (d.o.c.) mm 18.20 250 HB 1400 0.28 lm Machining length mm ae Radial depth of cut mm 31.32 Incoloy 800 240 HB 2600 0.25 (width of cut) n Rotation rev/min D Cutter diameter mm Fe, Ni & Co based 9 33 Inconel 700 250 HB 2700 0.25 Q Chip removal rate cm3/min fz Feed per tooth mm/tooth S 34 Stellite 21 350 HB -3300 0.25 Amax d.o.c x feed mm 2 Zc Effective number of teeth pcs Ti bases 10 36 TIAL6V4 - 1400 0.23 37 T40 - 1450 0.23 rε Nose radius mm Vf Table Feed mm/min NF Al (>8%Si) 12 25 TIAL6V4 130 HB 700 0.25 Tc Cutting time min Zn Total number of teeth pcs Rmax Surface roughness µm 358 359