Общий каталог Lamina Technologies 2019 - 2020 - страница 182
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018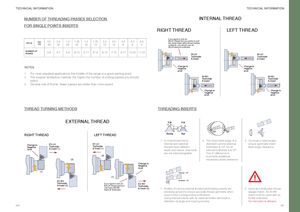
TECHNICAL INFORMATION TECHNICAL INFORMATION NUMBER OF THREADING PASSES SELECTION INTERNAL THREAD FOR SINGLE POINTS INSERTS RIGHT THREAD LEFT THREAD If you want to turn an mm 0.5 0.8 1.0 1.25 1.5 1.75 2.0 2.5 3.0 4.0 6.0 IN-LH Thread but you prefer to pull PITCH the metal chips while thread turning TPI 48 32 24 20 16 14 12 10 8 6 4 outwards, you should use an IN-LH insert & toolholder NUMBER OF PASSES 3-6 4-7 4-9 6-10 5-11 9-12 6-13 7-15 8-17 10-20 11-22 IN-LH IN-LH Toolholder Toolholder & Insert & Insert Change to Change to NOTES negative negative anvil anvil 1. For most standard applications the middle of the range is a good starting point. 2. The tougher workpiece material, the higher the number of cutting passes you should IN-RH IN-RH Toolholder Toolholder select. & Insert & Insert 3. General rule of thumb: fewer passes are better than more speed. P/8 P/4 Change to Change to negative H h negative anvil anvil Screw Nut THREAD TURNING METHODS THREADING INSERTS EXTERNAL THREAD P/8 P/4 P/8 P/4 H h 15° 10° H h 15° 10° Screw Nut RIGHT THREAD LEFT THREAD P/8 P/4 Screw Nut H h 15° 1. In most 10° thread forms 2. The insert relief angle of a 3. Our built-in relief angles Change to EX-LH EX-LH internal and external standard Lamina external ensure automatic insert Toolholder Toolholder Screw Nut Negative & Insert (1) threads have different toolholder is 10°; for an flank angle clearance. Anvil & Insert (1) depth and radius, thus tools internal toolholder it is 15°. are not interchangeable This 5° difference is (2) to provide additional (2) necessary radial clearance. Internal - 15° Change to Internal - 15° Negative Anvil External - 10° (1) Internal - 15° External - 10° (1) EX-RH External - 10° Toolholder If you want to turn an EX-RH & Insert (2) EX-LH Thread and you Toolholder only have EX-RH & Insert (2) Insert & Toolholder 1. Profiles of Lamina internal & external threading inserts are 2. Insert and toolholder should precisely ground to ensure accurate thread geometry when always match. An IN-RH used in their corresponding toolholders. insert must be used with an Using internal inserts with an external holder will result in IN-RH toolholder. distortion of angle and insert geometry. No mismatch is allowed. 360 361