Общий каталог Lamina Technologies 2019 - 2020 - страница 179
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018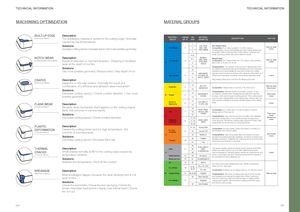
TECHNICAL INFORMATION TECHNICAL INFORMATION MACHINING OPTIMIZATION MATERIAL GROUPS BUILT-UP EDGE Description MATERIAL LAMINA VDI MATERIAL (Adhesive Wear) The workpiece material is welded to the cutting edge. Normally GROUP GR. N° GRP EXAMPLES DESCRIPTION CAUTION caused by low temperatures 1 Solutions C35, Ck45, Non-alloyed Steel Built-up edge Non Alloyed 1 2 1020, 1045, Composition: Fe-C alloy (usually 0.1 to 0.6% carbon). Increase cutting speed / Increase feed / Use more positive geometry 1060, 28Mn6 Characteristics: Good machinability and high cutting speeds can Crater 3 be applied. When it has less than 0.25% carbon, it can be very sticky, requiring positive rake and small land inserts. 4, 6 NOTCH WEAR Description 5, 7 42CrMo4, St50, Ck60, Alloyed Steel Built-up edge (Adhesive/Mechanic Wear) Result of adhesive or mechanical action. Chipping or localized P Low Alloyed 2 4140, 4340, Composition: Fe-C alloy (maximum 2.1% carbon) with additives Crater 6 like Cr, Mo, V, Ni, Mn, Co, W, etc. wear at the depth of cut line. 100Cr6 8 Characteristics: The variation in the amount of alloying elements Solutions 10 and different heat treatments control features such as mechanical Use more positive geometry / Reduce feed / Vary depth of cut resistance and machinability. It’s important to follow the cutting 10 X40CrMoV5, speeds recommended according to the hardness of the steel, as it High Alloyed 3 H13, M42, D3, influences temperature as well as chemical and adhesive wears. Crater 11 S6-5-2, 12Ni19 High alloyed Steel have more than 5% alloying elements. CRATER Description 11 (Chemical Wear) Happens on the rake surface. Normally the result of a 14 combination of a diffusion and abrasion wear mechanism. Austenitic 4 304, 316, X5CrNi18-9 Composition: Alloyed steel, more than 11% chrome (Cr). Built-up edge Notch wear 14 Solutions Characteristics: Stainless steels do not stain, corrode, or rust Decrease cutting speed / Check coolant direction / Use more M Duplex 5 14 X2CrNiN23-4, as easily as ordinary steel. Usually they are difficult to machine Notch wear S31500 because of its narrow range of cutting speeds. If the cutting speed Crater positive geometry 14 is too low, the material sticks in the cutting edge, if it’s too high, the 12 high quantity of additives produces abrasive wears in the cutting Ferritic & 410, X6Cr17, edge. 6 Crater FLANK WEAR Description Martensitic 13 17-4PH, 430 (Abrasive Wear) Abrasive wear mechanism that happens on the cutting edge’s 15 flank. Not common in Lamina inserts. Grey 7 15 GG20, GG40, EN-GJL-250, Composition: Fe-C alloy with 2.1 to 5% of carbon. It can be alloyed with Si, P, Mn and Ni. N030B Flank wear Solutions 16 Crater K Characteristics: Grey cast iron tends to be brittle, and malleable Decrease cutting speed / Check coolant direction. 17, 19 cast irons usually have a more ductile but less homogeneous Mechanical Malleable GG40, GG70, cracks 8 17, 19 micro-structure. Reinforced cutting edges will perform best. High & Nodular 50005 productivity can be achieved by using high feeds. 18, 20 PLASTIC Description 31, 32 Incoloy 800 Composition: Iron (Fe) based, Nickel (Ni) based or Cobalt (Co) DEFORMATION Caused by cutting forces and too high temperature. Not Fe, Ni & based alloys and Titanium alloys. 9 33 Inconel 700 (Thermal Wear) common in Lamina inserts. Co based Notch wear S 34 Stellite 21 Characteristics: High temperature alloys and titanium provide Crater Solutions excellent mechanical strength resistance, as well as corrosion and 36 TiAl6V4 oxidation resistance. Relatively low cutting speed is recommended Decrease cutting speed / Decrease feed rate Ti based 10 due to their poor thermal conductivity. 37 T40 38 X100 CrMo13, THERMAL Description Steel 11 38 440C, This group includes hardened and tempered steel up to 55 HRc, chilled and white cast iron up to 55 HRc. Machining success CRACKS Small cracks normally at 90° to the cutting edge caused by H 38 G-X260NiCr42 depends largely on clamping system rigidity, as cutting forces and Crater (Thermal Wear) temperature variation. Chilled Cast Iron 12 40 Ni-Hard 2 power consumption are high. Finishing represents the majority of the operations for this material group. Solutions White Cast Iron 13 41 G-X300CrMo15 Stabilize the temperature / Shut off the coolant Alu 14 25 AlSi12 Non-ferrous and soft materials (less than 130HB of hardness). 21, 22, 4% < Si < 8% Most common: Aluminium AL (<8%Si) 15 23, 24 Si < 4% Composition: Al alloys can be alloyed with Cu, Zn, Mg, Mn and Si. BREAKAGE Description (Mechanic Wear) NF Copper Alloys 16 26, 27, 28 CuZn30 Built-up edge Characteristics: Aluminium is widely used due to its low density Most breakages happen because the wear development is not and relatively good strength to weight ratio. When machining, 29 Fiber Plastics seen in time. it tends to have long chips and built-up edge. A highly positive Non Metallic 17 - Graphite cutting edge together with low friction coating control the chips Solutions and reduce built up edge. 30 Hard Rubber Check the tool holder / Check the tool overhang / Check the Amax / Decrease feed and Vc / Apply more robust insert / Check the run-out 354 355