Общий каталог Lamina Technologies 2019 - 2020 - страница 171
Навигация
 Общий каталог Lamina Technologies 2017 - 2018
Общий каталог Lamina Technologies 2017 - 2018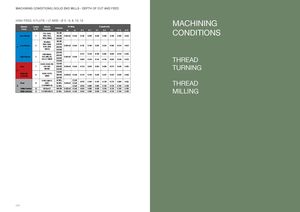
MACHINING CONDITIONS | SOLID END MILLS - DEPTH OF CUT AND FEED USER GUIDE HIGH FEED, 4 FLUTE – LT 4000 - Ø 3 - 6, 8, 10, 12MaterialGroupLaminaGr. N°MaterialExamplesHardnessProfilingapaefz [mm/tooth]Ø3Ø4Ø5Ø6Ø8Ø 10Ø 12C35, Ck45,125 HBNon Alloyed11020, 1045,190 HB0.025xØ0.5xØ0.1400.2000.2400.2600.3400.4000.450MACHININGCONDITIONS 1060, 28Mn6 250 HB 42CrMo4, 180 HB P Low Alloyed 2 St50, Ck60,4140, 4340,230 HB280 HB0.025xØ0.5xØ0.132 0.188 0.226 0.244 0.320 0.376 0.423 100Cr6 350 HB High Alloyed 3 X40CrMoV5,H13, M42, D3,S6-5-2, 12Ni19220 HB280 HB320 HB0.025xØ0.5xØ350 HB0.1110.0840.1580.1200.1900.1440.2050.1560.2690.2040.3160.2400.3560.270THREAD GG20, GG40, EN- 150 HB Grey 7 GJL-250, 200 HB 0.025xØ 0.5xØ 0.154 0.220 0.264 0.286 0.374 0.440 0.495KN030B250 HB150 HBTURNING Malleable& Nodular 8 GG20, GG70,50005 200 HB 0.025xØ 0.5xØ 0.133 0.190 0.228 0.247 0.323 0.380 0.428 250 HB Steel 11 X100 CrMo13,440C, 45 HRc 0.5xØ50 HRc0.025xØ0.5xØ0.0700.1000.1200.130 0.170 0.200 0.225HG-X260NiCr4255 HRc0.3xØ0.0560.0800.0960.1040.1360.1600.180THREAD Chilled Cast Iron 12 Ni-Hard 2 400 HB 0.025xØ 0.3xØ 0.056 0.080 0.096 0.104 0.136 0.160 0.180White Cast Iron13G-X300CrMo1555 HRc0.025xØ0.3xØ0.0560.0800.0960.1040.1360.1600.180MILLING 338 339