Основной каталог Kyocera 2016-2017 - страница 681
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 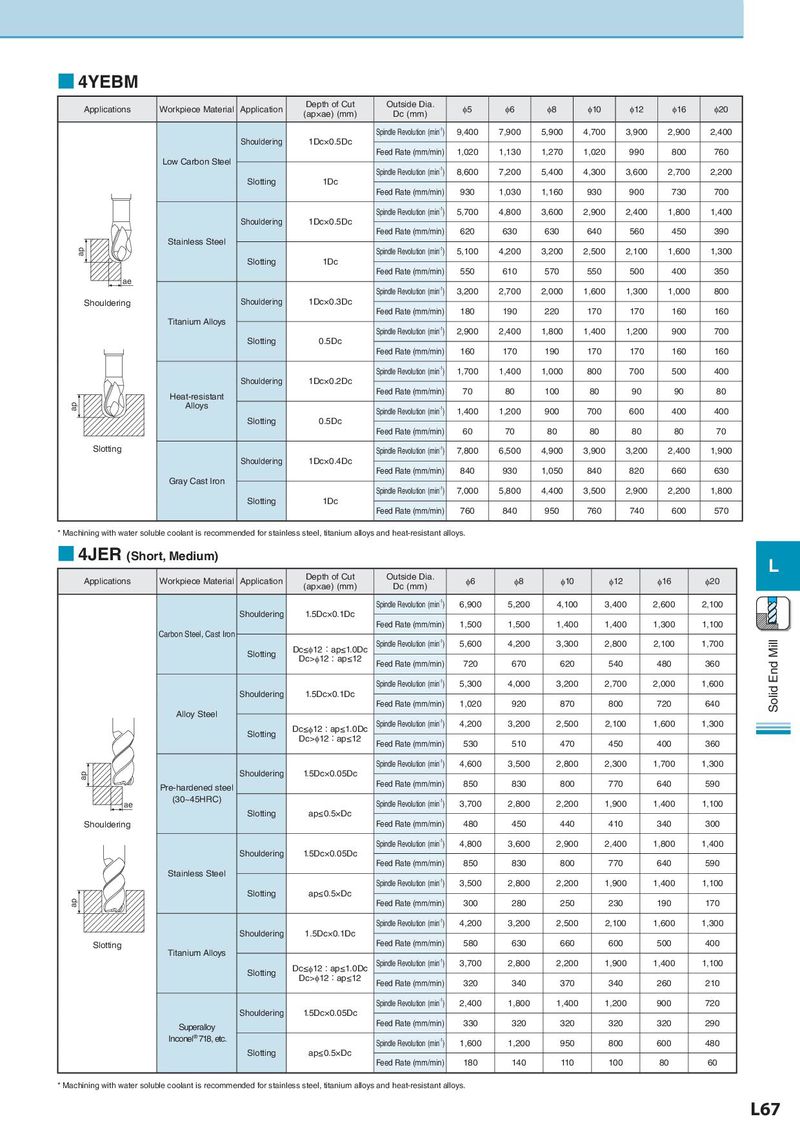
■ 4YEBM Applications Workpiece Material Application Depth of Cut Outside Dia. φ5 φ6 φ8 φ10 φ12 φ16 φ20 (ap×ae) (mm) Dc (mm) Spindle Revolution (min-1) 9,400 7,900 5,900 4,700 3,900 2,900 2,400 Shouldering 1Dc×0.5Dc Feed Rate (mm/min) 1,020 1,130 1,270 1,020 990 800 760 Low Carbon Steel Spindle Revolution (min-1) 8,600 7,200 5,400 4,300 3,600 2,700 2,200 Slotting 1Dc Feed Rate (mm/min) 930 1,030 1,160 930 900 730 700 Spindle Revolution (min-1) 5,700 4,800 3,600 2,900 2,400 1,800 1,400 Shouldering 1Dc×0.5Dc Feed Rate (mm/min) 620 630 630 640 560 450 390 Stainless Steel ap Spindle Revolution (min-1) 5,100 4,200 3,200 2,500 2,100 1,600 1,300 Slotting 1Dc Feed Rate (mm/min) 550 610 570 550 500 400 350 ae Spindle Revolution (min-1) 3,200 2,700 2,000 1,600 1,300 1,000 800 Shouldering Shouldering 1Dc×0.3Dc Feed Rate (mm/min) 180 190 220 170 170 160 160 Titanium Alloys Spindle Revolution (min-1) 2,900 2,400 1,800 1,400 1,200 900 700 Slotting 0.5Dc Feed Rate (mm/min) 160 170 190 170 170 160 160 Spindle Revolution (min-1) 1,700 1,400 1,000 800 700 500 400 Shouldering 1Dc×0.2Dc Heat-resistant Feed Rate (mm/min) 70 80 100 80 90 90 80 ap Alloys Spindle Revolution (min-1) 1,400 1,200 900 700 600 400 400 Slotting 0.5Dc Feed Rate (mm/min) 60 70 80 80 80 80 70 Slotting Spindle Revolution (min-1) 7,800 6,500 4,900 3,900 3,200 2,400 1,900 Shouldering 1Dc×0.4Dc Feed Rate (mm/min) 840 930 1,050 840 820 660 630 Gray Cast Iron Spindle Revolution (min-1) 7,000 5,800 4,400 3,500 2,900 2,200 1,800 Slotting 1Dc Feed Rate (mm/min) 760 840 950 760 740 600 570 * Machining with water soluble coolant is recommended for stainless steel, titanium alloys and heat-resistant alloys. ■ 4JER (Short, Medium) L Applications Workpiece Material Application Depth of Cut Outside Dia. φ6 φ8 φ10 φ12 φ16 φ20 (ap×ae) (mm) Dc (mm) Spindle Revolution (min-1) 6,900 5,200 4,100 3,400 2,600 2,100 Shouldering 1.5Dc×0.1Dc Feed Rate (mm/min) 1,500 1,500 1,400 1,400 1,300 1,100 Carbon Steel, Cast Iron Dc≤φ12:ap≤1.0Dc Spindle Revolution (min-1) 5,600 4,200 3,300 2,800 2,100 1,700 Solid End Mill Slotting Dc>φ12:ap≤12 Feed Rate (mm/min) 720 670 620 540 480 360 Spindle Revolution (min-1) 5,300 4,000 3,200 2,700 2,000 1,600 Shouldering 1.5Dc×0.1Dc Feed Rate (mm/min) 1,020 920 870 800 720 640 Alloy Steel Dc≤φ12:ap≤1.0Dc Spindle Revolution (min-1) 4,200 3,200 2,500 2,100 1,600 1,300 Slotting Dc>φ12:ap≤12 Feed Rate (mm/min) 530 510 470 450 400 360 Spindle Revolution (min-1) 4,600 3,500 2,800 2,300 1,700 1,300 ap Shouldering 1.5Dc×0.05Dc Pre-hardened steel Feed Rate (mm/min) 850 830 800 770 640 590 ae (30~45HRC) Spindle Revolution (min-1) 3,700 2,800 2,200 1,900 1,400 1,100 Slotting ap≤0.5×Dc Shouldering Feed Rate (mm/min) 480 450 440 410 340 300 Spindle Revolution (min-1) 4,800 3,600 2,900 2,400 1,800 1,400 Shouldering 1.5Dc×0.05Dc Feed Rate (mm/min) 850 830 800 770 640 590 Stainless Steel Spindle Revolution (min-1) 3,500 2,800 2,200 1,900 1,400 1,100 Slotting ap≤0.5×Dc ap Feed Rate (mm/min) 300 280 250 230 190 170 Spindle Revolution (min-1) 4,200 3,200 2,500 2,100 1,600 1,300 Shouldering 1.5Dc×0.1Dc Slotting Feed Rate (mm/min) 580 630 660 600 500 400 Titanium Alloys Dc≤φ12:ap≤1.0Dc Spindle Revolution (min-1) 3,700 2,800 2,200 1,900 1,400 1,100 Slotting Dc>φ12:ap≤12 Feed Rate (mm/min) 320 340 370 340 260 210 Spindle Revolution (min-1) 2,400 1,800 1,400 1,200 900 720 Shouldering 1.5Dc×0.05Dc Superalloy Feed Rate (mm/min) 330 320 320 320 320 290 Inconel® 718, etc. Spindle Revolution (min-1) 1,600 1,200 950 800 600 480 Slotting ap≤0.5×Dc Feed Rate (mm/min) 180 140 110 100 80 60 * Machining with water soluble coolant is recommended for stainless steel, titanium alloys and heat-resistant alloys. L67