Основной каталог Kyocera 2016-2017 - страница 141
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 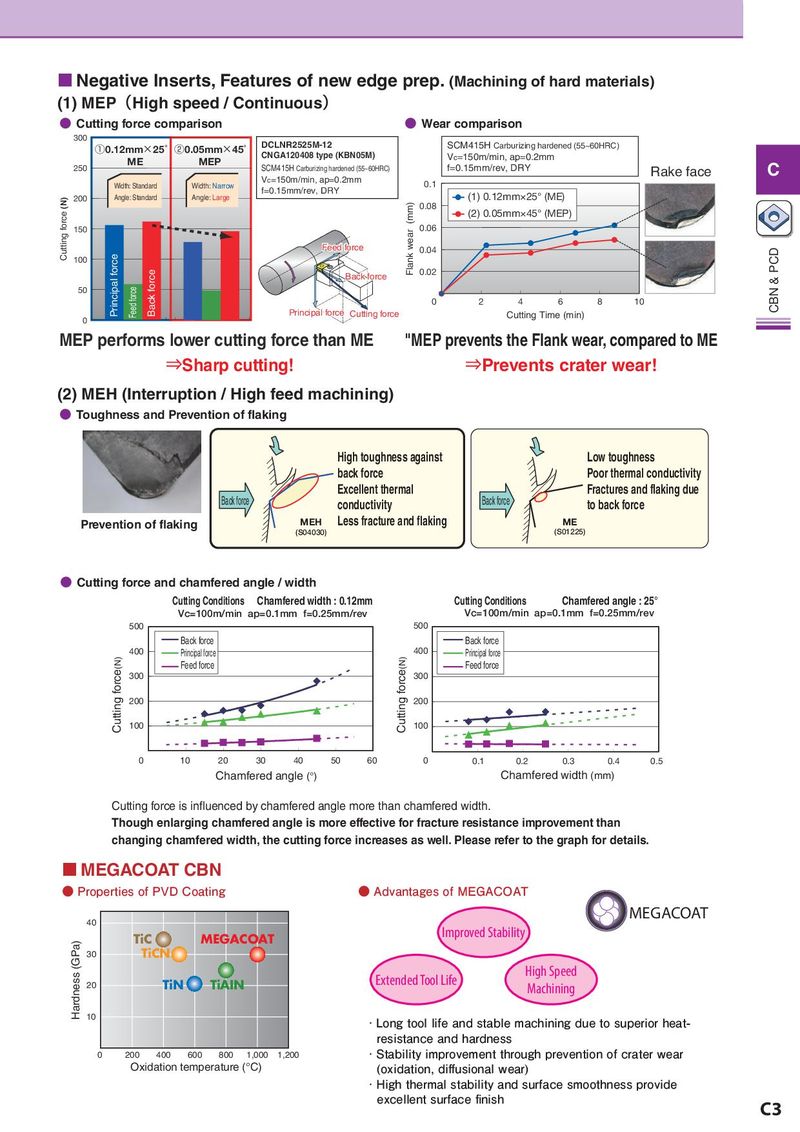
Negative Inserts, Features of new edge prep. (Machining of hard materials) (1) MEP(High speed / Continuous) ● Cutting force comparison ● Wear comparison 300 DCLNR2525M-12 SCM415H Carburizing hardened ①0.12mm×25°②0.05mm×45° (55~60HRC) ME MEP CNGA120408 type (KBN05M) Vc=150m/min, ap=0.2mm 250 SCM415H Carburizing hardened (55~60HRC) f=0.15mm/rev, DRY Rake face C Width: Standard Width: Narrow Vc=150m/min, ap=0.2mm 0.1 Angle: Standard Angle: Large f=0.15mm/rev, DRY (1) 0.12mm×25° (ME) Cutting force (N) 200 (mm) 0.08 (2) 0.05mm×45° (MEP) 150 Flank wear 0.06 Feed force 0.04 CBN & PCD 100 Principal force Back force Back force 0.02 50 Feed force 0 2 4 6 8 10 0 Principal force Cutting force Cutting Time (min) MEP performs lower cutting force than ME "MEP prevents the Flank wear, compared to ME ⇒Sharp cutting! ⇒Prevents crater wear! (2) MEH (Interruption / High feed machining) ● Toughness and Prevention of flaking High toughness against Low toughness back force Poor thermal conductivity Excellent thermal Fractures and flaking due Back force conductivity Back force to back force Prevention of flaking MEH Less fracture and flaking ME (S04030) (S01225) ● Cutting force and chamfered angle / width Cutting Conditions Chamfered width : 0.12mm Cutting Conditions Chamfered angle : 25° Vc=100m/min ap=0.1mm f=0.25mm/rev Vc=100m/min ap=0.1mm f=0.25mm/rev 500 500 Back force Back force 400 Principal force 400 Principal force force(N) Feed force force(N) Feed force 300 300 Cutting 200 Cutting 200 100 100 0 10 20 30 40 50 60 0 0.1 0.2 0.3 0.4 0.5 Chamfered angle (°) Chamfered width (mm) Cutting force is influenced by chamfered angle more than chamfered width. Though enlarging chamfered angle is more effective for fracture resistance improvement than changing chamfered width, the cutting force increases as well. Please refer to the graph for details. MEGACOAT CBN ● Properties of PVD Coating ● Advantages of MEGACOAT 40 MEGACOAT TiC MEGACOAT Improved Stability Hardness (GPa) 30 TiCN Extended Tool Life High Speed 20 TiN TiAIN Machining 10 · Long tool life and stable machining due to superior heat- resistance and hardness 0 200 400 600 800 1,000 1,200 · Stability improvement through prevention of crater wear Oxidation temperature (°C) (oxidation, diffusional wear) · High thermal stability and surface smoothness provide excellent surface finish C3