Основной каталог Kennametal вращающиеся инструменты 2018 - страница 897
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1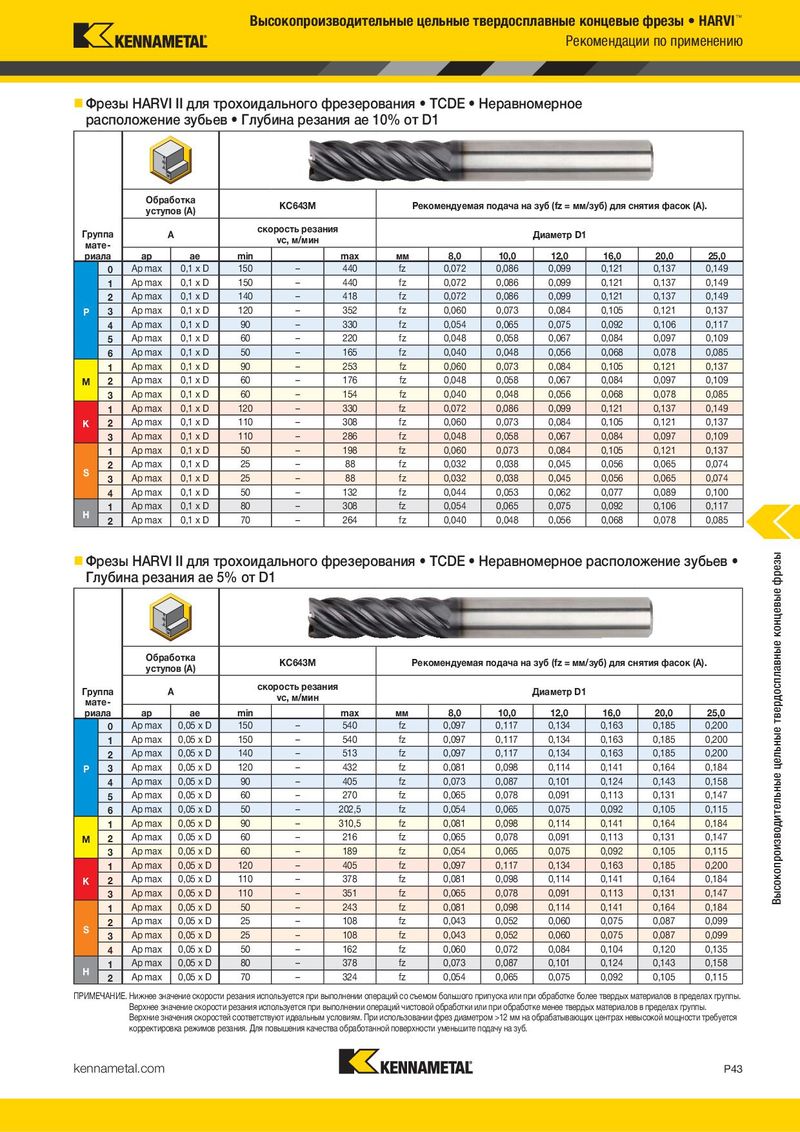
Высокопроизводительные цельные твердосплавные концевые фрезы • HARVI™ Рекомендации по применению Фрезы HARVI II для трохоидального фрезерования • TCDE • Неравномерное расположение зубьев • Глубина резания ae 10% от D1 Обработка KC643M Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). уступов (A) Группа A скорость резания Диаметр D1 мате- vc, м/мин риала ap ae min max мм 8,0 10,0 12,0 16,0 20,0 25,0 0 Ap max 0,1 x D 150 – 440 fz 0,072 0,086 0,099 0,121 0,137 0,149 1 Ap max 0,1 x D 150 – 440 fz 0,072 0,086 0,099 0,121 0,137 0,149 2 Ap max 0,1 x D 140 – 418 fz 0,072 0,086 0,099 0,121 0,137 0,149 P 3 Ap max 0,1 x D 120 – 352 fz 0,060 0,073 0,084 0,105 0,121 0,137 4 Ap max 0,1 x D 90 – 330 fz 0,054 0,065 0,075 0,092 0,106 0,117 5 Ap max 0,1 x D 60 – 220 fz 0,048 0,058 0,067 0,084 0,097 0,109 6 Ap max 0,1 x D 50 – 165 fz 0,040 0,048 0,056 0,068 0,078 0,085 1 Ap max 0,1 x D 90 – 253 fz 0,060 0,073 0,084 0,105 0,121 0,137 M 2 Ap max 0,1 x D 60 – 176 fz 0,048 0,058 0,067 0,084 0,097 0,109 3 Ap max 0,1 x D 60 – 154 fz 0,040 0,048 0,056 0,068 0,078 0,085 1 Ap max 0,1 x D 120 – 330 fz 0,072 0,086 0,099 0,121 0,137 0,149 K 2 Ap max 0,1 x D 110 – 308 fz 0,060 0,073 0,084 0,105 0,121 0,137 3 Ap max 0,1 x D 110 – 286 fz 0,048 0,058 0,067 0,084 0,097 0,109 1 Ap max 0,1 x D 50 – 198 fz 0,060 0,073 0,084 0,105 0,121 0,137 S 2 Ap max 0,1 x D 25 – 88 fz 0,032 0,038 0,045 0,056 0,065 0,074 3 Ap max 0,1 x D 25 – 88 fz 0,032 0,038 0,045 0,056 0,065 0,074 4 Ap max 0,1 x D 50 – 132 fz 0,044 0,053 0,062 0,077 0,089 0,100 H 1 Ap max 0,1 x D 80 – 308 fz 0,054 0,065 0,075 0,092 0,106 0,117 2 Ap max 0,1 x D 70 – 264 fz 0,040 0,048 0,056 0,068 0,078 0,085 Фрезы HARVI II для трохоидального фрезерования • TCDE • Неравномерное расположение зубьев • Высокопроизводительные цельные твердосплавные концевые фрезы Глубина резания ae 5% от D1 Обработка KC643M Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). уступов (A) Группа A скорость резания Диаметр D1 мате- vc, м/мин риала ap ae min max мм 8,0 10,0 12,0 16,0 20,0 25,0 0 Ap max 0,05 x D 150 – 540 fz 0,097 0,117 0,134 0,163 0,185 0,200 1 Ap max 0,05 x D 150 – 540 fz 0,097 0,117 0,134 0,163 0,185 0,200 2 Ap max 0,05 x D 140 – 513 fz 0,097 0,117 0,134 0,163 0,185 0,200 P 3 Ap max 0,05 x D 120 – 432 fz 0,081 0,098 0,114 0,141 0,164 0,184 4 Ap max 0,05 x D 90 – 405 fz 0,073 0,087 0,101 0,124 0,143 0,158 5 Ap max 0,05 x D 60 – 270 fz 0,065 0,078 0,091 0,113 0,131 0,147 6 Ap max 0,05 x D 50 – 202,5 fz 0,054 0,065 0,075 0,092 0,105 0,115 1 Ap max 0,05 x D 90 – 310,5 fz 0,081 0,098 0,114 0,141 0,164 0,184 M 2 Ap max 0,05 x D 60 – 216 fz 0,065 0,078 0,091 0,113 0,131 0,147 3 Ap max 0,05 x D 60 – 189 fz 0,054 0,065 0,075 0,092 0,105 0,115 1 Ap max 0,05 x D 120 – 405 fz 0,097 0,117 0,134 0,163 0,185 0,200 K 2 Ap max 0,05 x D 110 – 378 fz 0,081 0,098 0,114 0,141 0,164 0,184 3 Ap max 0,05 x D 110 – 351 fz 0,065 0,078 0,091 0,113 0,131 0,147 1 Ap max 0,05 x D 50 – 243 fz 0,081 0,098 0,114 0,141 0,164 0,184 S 2 Ap max 0,05 x D 25 – 108 fz 0,043 0,052 0,060 0,075 0,087 0,099 3 Ap max 0,05 x D 25 – 108 fz 0,043 0,052 0,060 0,075 0,087 0,099 4 Ap max 0,05 x D 50 – 162 fz 0,060 0,072 0,084 0,104 0,120 0,135 H 1 Ap max 0,05 x D 80 – 378 fz 0,073 0,087 0,101 0,124 0,143 0,158 2 Ap max 0,05 x D 70 – 324 fz 0,054 0,065 0,075 0,092 0,105 0,115 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. Для повышения качества обработанной поверхности уменьшите подачу на зуб. kennametal.com P43