Основной каталог Kennametal вращающиеся инструменты 2018 - страница 579
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1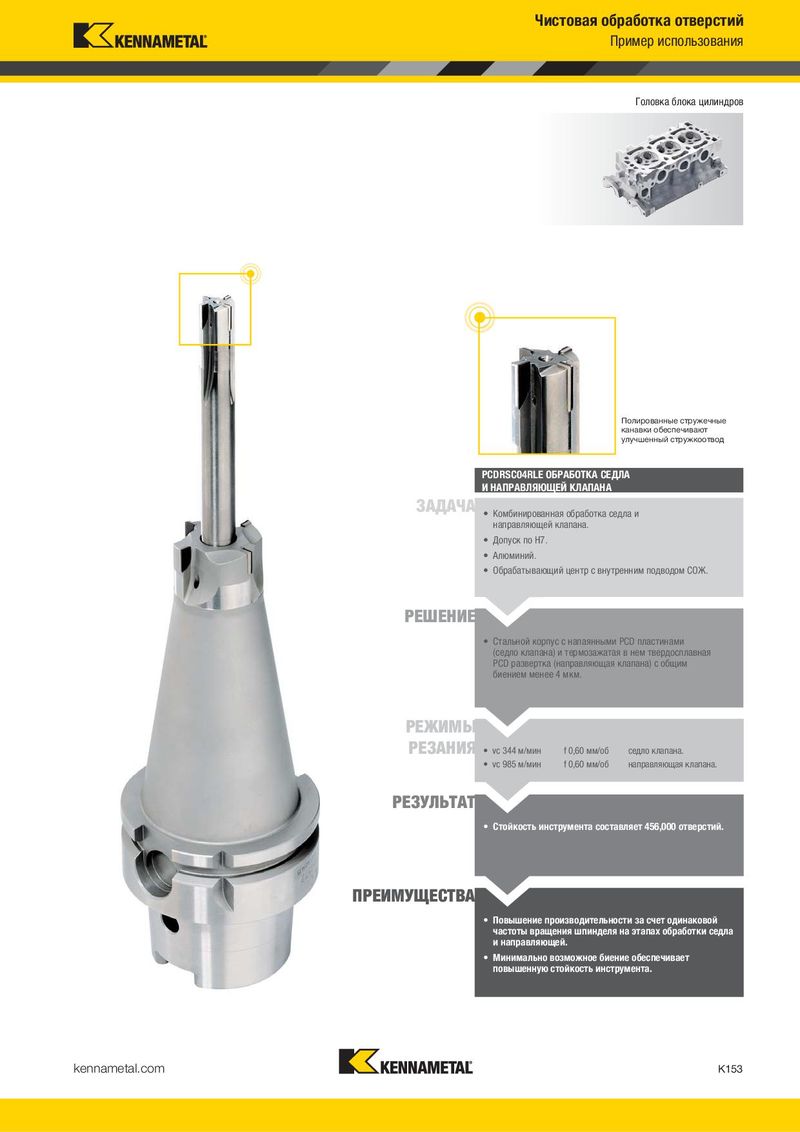
Чистовая обработка отверстий Пример использования Головка блока цилиндров Полированные стружечные канавки обеспечивают улучшенный стружкоотвод PCDRSC04RLE ОБРАБОТКА СЕДЛА И НАПРАВЛЯЮЩЕЙ КЛАПАНА ЗАДАЧА • Комбинированная обработка седла и направляющей клапана. • Допуск по H7. • Алюминий. • Обрабатывающий центр с внутренним подводом СОЖ. РЕШЕНИЕ • Стальной корпус с напаянными PCD пластинами (седло клапана) и термозажатая в нем твердосплавная PCD развертка (направляющая клапана) с общим биением менее 4 мкм. РЕЖИМЫ РЕЗАНИЯ • vc 344 м/мин f 0,60 мм/об седло клапана. • vc 985 м/мин f 0,60 мм/об направляющая клапана. РЕЗУЛЬТАТ • Стойкость инструмента составляет 456,000 отверстий. ПРЕИМУЩЕСТВА • Повышение производительности за счет одинаковой частоты вращения шпинделя на этапах обработки седла и направляющей. • Минимально возможное биение обеспечивает повышенную стойкость инструмента. kennametal.com K153