Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1390
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1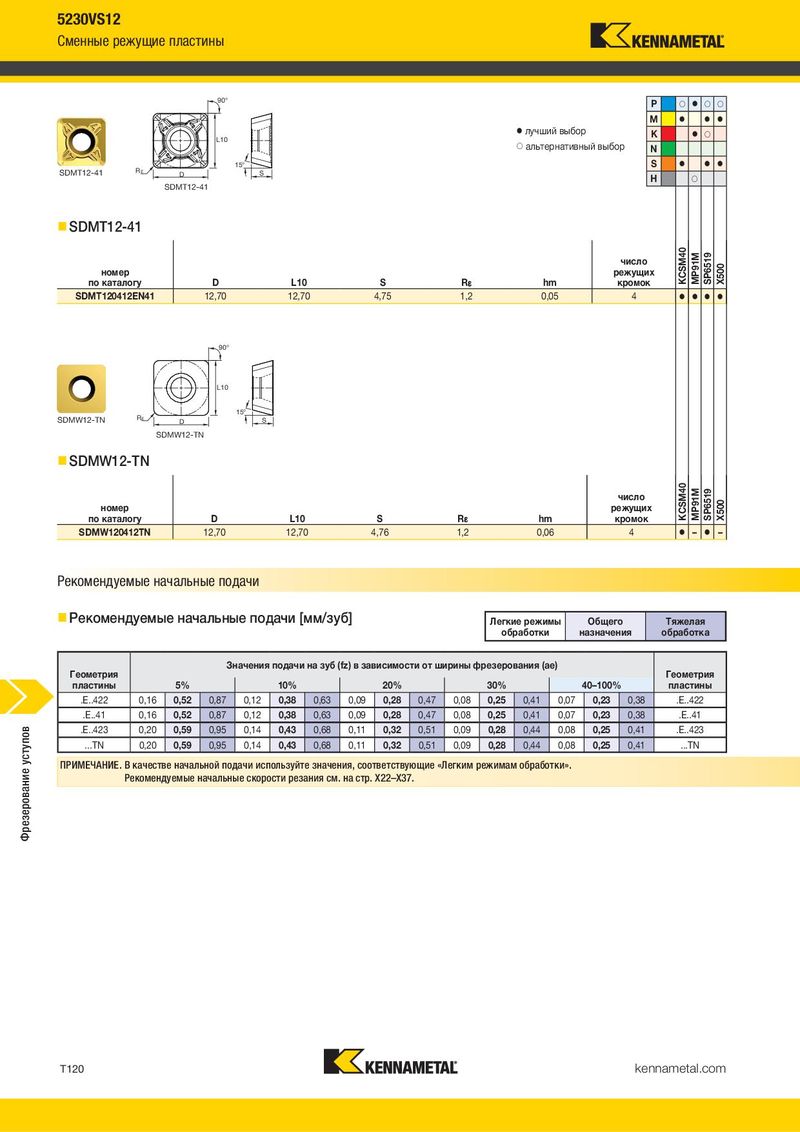
5230VS12 Сменные режущие пластины 90° P ࠗ ⅷ ࠗ ࠗ M ⅷ ⅷ ⅷ ⅷ лучший выбор K ⅷ ࠗ L10 ࠗ альтернативный выбор N 15° S ⅷ ⅷ ⅷ SDMT12-41 Rε D S H ࠗ SDMT12-41 SDMT12-41 число KCSM40 MP91M SP6519 X500 номер режущих по каталогу D L10 S R¡ hm кромок SDMT120412EN41 12,70 12,70 4,75 1,2 0,05 4 ⅷ ⅷ ⅷ ⅷ 90° L10 Rε 15° SDMW12-TN D S SDMW12-TN SDMW12-TN число KCSM40 MP91M SP6519 X500 номер режущих по каталогу D L10 S R¡ hm кромок SDMW120412TN 12,70 12,70 4,76 1,2 0,06 4 ⅷ – ⅷ – Рекомендуемые начальные подачи Рекомендуемые начальные подачи [мм/зуб] Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости от ширины фрезерования (ae) Геометрия Геометрия пластины 5% 10% 20% 30% 40–100% пластины .E..422 0,16 0,52 0,87 0,12 0,38 0,63 0,09 0,28 0,47 0,08 0,25 0,41 0,07 0,23 0,38 .E..422 .E..41 0,16 0,52 0,87 0,12 0,38 0,63 0,09 0,28 0,47 0,08 0,25 0,41 0,07 0,23 0,38 .E..41 Фрезерование уступов .E..423 0,20 0,59 0,95 0,14 0,43 0,68 0,11 0,32 0,51 0,09 0,28 0,44 0,08 0,25 0,41 .E..423 ...TN 0,20 0,59 0,95 0,14 0,43 0,68 0,11 0,32 0,51 0,09 0,28 0,44 0,08 0,25 0,41 ...TN ПРИМЕЧАНИЕ. В качестве начальной подачи используйте значения, соответствующие «Легким режимам обработки». Рекомендуемые начальные скорости резания см. на стр. X22–X37. T120 kennametal.com