Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1335
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1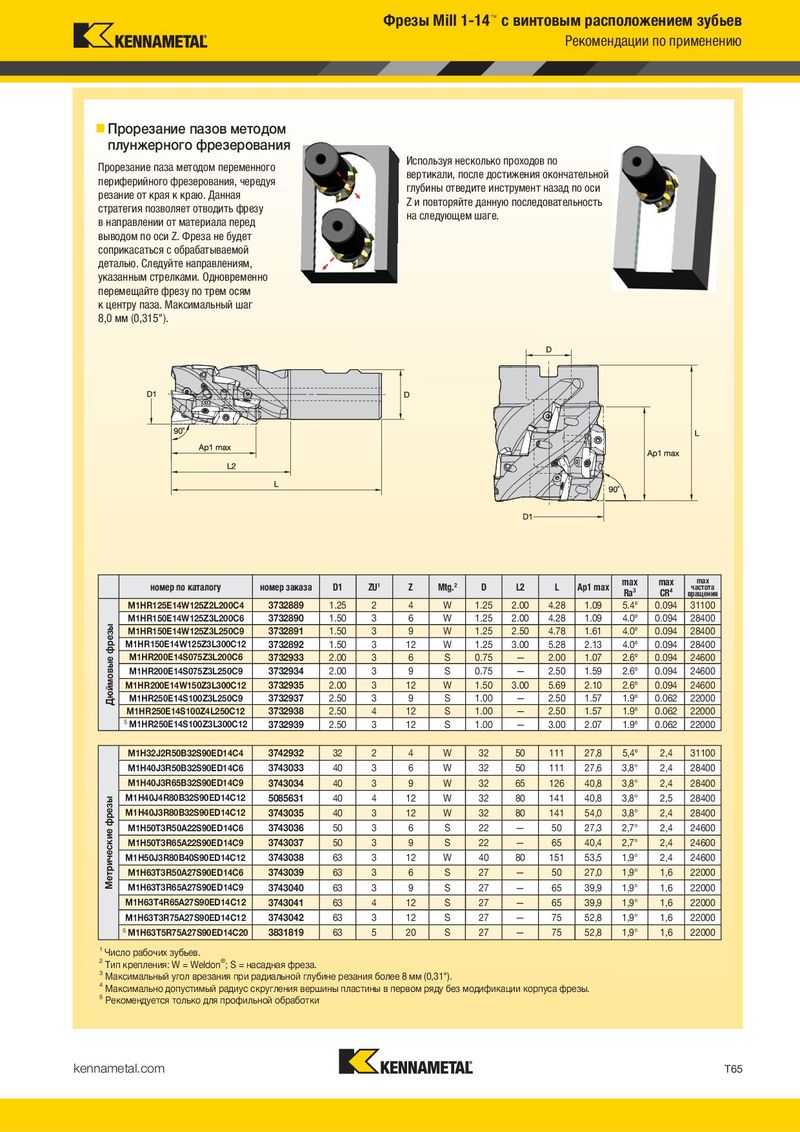
Фрезы Mill 1-14™ с винтовым расположением зубьев Рекомендации по применению Прорезание пазов методом плунжерного фрезерования Прорезание паза методом переменного Используя несколько проходов по периферийного фрезерования, чередуя вертикали, после достижения окончательной резание от края к краю. Данная глубины отведите инструмент назад по оси стратегия позволяет отводить фрезу Z и повторяйте данную последовательность в направлении от материала перед на следующем шаге. выводом по оси Z. Фреза не будет соприкасаться с обрабатываемой деталью. Следуйте направлениям, указанным стрелками. Одновременно перемещайте фрезу по трем осям к центру паза. Максимальный шаг 8,0 мм (0,315"). номер по каталогу номер заказа D1 ZU1 Z Mtg.2 D L2 L Ap1 max max max max частота Ra3 CR4 вращения M1HR125E14W125Z2L200C4 3732889 1.25 2 4 W 1.25 2.00 4.28 1.09 5.4º 0.094 31100 M1HR150E14W125Z3L200C6 3732890 1.50 3 6 W 1.25 2.00 4.28 1.09 4.0º 0.094 28400 Дюймовые фрезы M1HR150E14W125Z3L250C9 3732891 1.50 3 9 W 1.25 2.50 4.78 1.61 4.0º 0.094 28400 M1HR150E14W125Z3L300C12 3732892 1.50 3 12 W 1.25 3.00 5.28 2.13 4.0º 0.094 28400 M1HR200E14S075Z3L200C6 3732933 2.00 3 6 S 0.75 — 2.00 1.07 2.6º 0.094 24600 M1HR200E14S075Z3L250C9 3732934 2.00 3 9 S 0.75 — 2.50 1.59 2.6º 0.094 24600 M1HR200E14W150Z3L300C12 3732935 2.00 3 12 W 1.50 3.00 5.69 2.10 2.6º 0.094 24600 M1HR250E14S100Z3L250C9 3732937 2.50 3 9 S 1.00 — 2.50 1.57 1.9º 0.062 22000 M1HR250E14S100Z4L250C12 3732938 2.50 4 12 S 1.00 — 2.50 1.57 1.9º 0.062 22000 5 M1HR250E14S100Z3L300C12 3732939 2.50 3 12 S 1.00 — 3.00 2.07 1.9º 0.062 22000 M1H32J2R50B32S90ED14C4 3742932 32 2 4 W 32 50 111 27,8 5,4º 2,4 31100 M1H40J3R50B32S90ED14C6 3743033 40 3 6 W 32 50 111 27,6 3,8° 2,4 28400 M1H40J3R65B32S90ED14C9 3743034 40 3 9 W 32 65 126 40,8 3,8° 2,4 28400 Метрические фрезы M1H40J4R80B32S90ED14C12 5085631 40 4 12 W 32 80 141 40,8 3,8° 2,5 28400 M1H40J3R80B32S90ED14C12 3743035 40 3 12 W 32 80 141 54,0 3,8° 2,4 28400 M1H50T3R50A22S90ED14C6 3743036 50 3 6 S 22 — 50 27,3 2,7° 2,4 24600 M1H50T3R65A22S90ED14C9 3743037 50 3 9 S 22 — 65 40,4 2,7° 2,4 24600 M1H50J3R80B40S90ED14C12 3743038 63 3 12 W 40 80 151 53,5 1,9° 2,4 24600 M1H63T3R50A27S90ED14C6 3743039 63 3 6 S 27 — 50 27,0 1,9° 1,6 22000 M1H63T3R65A27S90ED14C9 3743040 63 3 9 S 27 — 65 39,9 1,9° 1,6 22000 M1H63T4R65A27S90ED14C12 3743041 63 4 12 S 27 — 65 39,9 1,9° 1,6 22000 M1H63T3R75A27S90ED14C12 3743042 63 3 12 S 27 — 75 52,8 1,9° 1,6 22000 5 M1H63T5R75A27S90ED14C20 3831819 63 5 20 S 27 — 75 52,8 1,9° 1,6 22000 1 Число рабочих зубьев. 2 Тип крепления: W = Weldon®; S = насадная фреза. 3 Максимальный угол врезания при радиальной глубине резания более 8 мм (0,31"). 4 Максимально допустимый радиус скругления вершины пластины в первом ряду без модификации корпуса фрезы. 5 Рекомендуется только для профильной обработки. kennametal.com T65