Основной каталог Kennametal невращающиеся инструменты - страница 586
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2020.2
Каталог Kennametal инновации 2020.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Основной каталог Kennametal вращающиеся инструменты 2018
Основной каталог Kennametal вращающиеся инструменты 2018 Каталог Kennametal инновации 2020.1
Каталог Kennametal инновации 2020.1 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2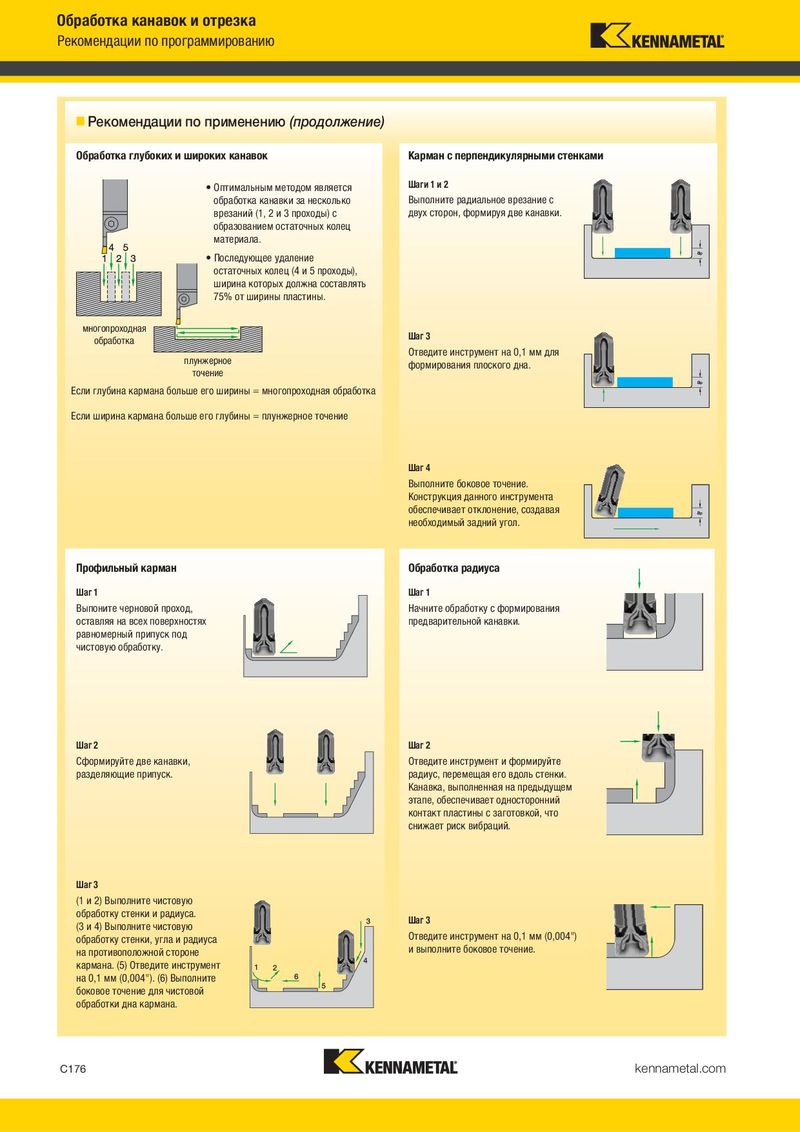
Обработка канавок и отрезка Рекомендации по программированию Рекомендации по применению (продолжение) Обработка глубоких и широких канавок Карман с перпендикулярными стенками • Оптимальным методом является Шаги 1 и 2 обработка канавки за несколько Выполните радиальное врезание с врезаний (1, 2 и 3 проходы) с двух сторон, формируя две канавки. образованием остаточных колец материала. • Последующее удаление остаточных колец (4 и 5 проходы), ширина которых должна составлять 75% от ширины пластины. многопроходная Шаг 3 обработка плунжерное Отведите инструмент на 0,1 мм для точение формирования плоского дна. Если глубина кармана больше его ширины = многопроходная обработка Если ширина кармана больше его глубины = плунжерное точение Шаг 4 Выполните боковое точение. Конструкция данного инструмента обеспечивает отклонение, создавая необходимый задний угол. Профильный карман Обработка радиуса Шаг 1 Шаг 1 Выпоните черновой проход, Начните обработку с формирования оставляя на всех поверхностях предварительной канавки. равномерный припуск под чистовую обработку. Шаг 2 Шаг 2 Сформируйте две канавки, Отведите инструмент и формируйте разделяющие припуск. радиус, перемещая его вдоль стенки. Канавка, выполненная на предыдущем этапе, обеспечивает односторонний контакт пластины с заготовкой, что снижает риск вибраций. Шаг 3 (1 и 2) Выполните чистовую обработку стенки и радиуса. Шаг 3 (3 и 4) Выполните чистовую Отведите инструмент на 0,1 мм (0,004") обработку стенки, угла и радиуса и выполните боковое точение. на противоположной стороне кармана. (5) Отведите инструмент на 0,1 мм (0,004"). (6) Выполните боковое точение для чистовой обработки дна кармана. C176 kennametal.com