Основной каталог Karnasch 2021 - страница 1252
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021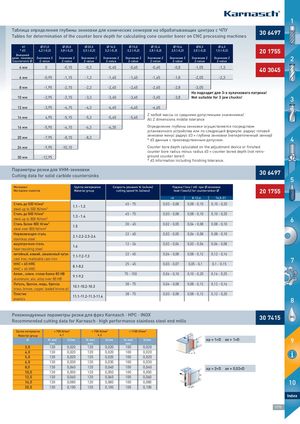
1 Таблица определения глубины зенковки для конических зенкеров на обрабатывающих центрах с ЧПУTables for determination of the counter bore depth for calculating cone counter borer on CNC processing machines 30 664497 d1 31,0 25,0 20,5 16,5 15,0 12,4 10,4 8,3 6,3 * d3 4,2 (-0,2) 3,8 (-0,2) 3,5 (-0,2) 3,2 (-0,2) 3,2 (-0,2) 2,8 (-0,2) 2,5 (-0,2) 2,0 (-0,2) 1,5 (-0,2) 20 117755 Внешний диам. зенковки Значение Z Значение Z Значение Z Значение Z Значение Z Значение Z Значение Z Значение Z Значение ZCountersink Z-valueZ-valueZ-valueZ-valueZ-valueZ-valueZ-valueZ-valueZ-value2 4 мм 0 -0,15 -0,3 -0,45 -0,45 -0,65 -0,8 -1,05 -1,3 40 330045 6 мм -0,95 -1,15 -1,3 -1,45 -1,45 -1,65 -1,8 -2,05 -2,3 8 мм -1,95 -2,15 -2,3 -2,45 -2,45 -2,65 -2,8 -3,05 Не подходит для 3-х кулачкового патрона! 10 мм -2,95 -3,15 -3,3 -3,45 -3,45 -3,65 -3,8 Not suitable for 3 jaw chucks! 3 12 мм -3,95 -4,15 -4,3 -4,45 -4,45 -4,65 Z любой массы со средними допустимыми значениями/ 14 мм 4,95 -5,15 -5,3 -5,45 -5,45 All Z dimensions middle tolerance 16 мм -5,95 -6,15 -6,3 -6,35 Определение глубины зенковки осуществляется посредством установочного устройства или по следующей формуле: радиус готовой 20 мм -7,95 -8,15 -8,3 зенковки минус радиус d3 = глубина зенковки (непереточенный зенкер)* d3 данные с производственным допуском. 4 24 мм -9,95 -10,15 Counter bore depth calculated on the adjustment device or finished counter bore radius minus radius d3 = counter bored depth (not retro- 30 мм -12,95 ground counter borer) * d3 information including finishing tolerance. Параметры резки для VHM-зенковкиCutting data for solid carbide countersinks 30 664497 5 Материа л Группа материалов Скорость резания Vc (м/мин) Подача f (мм / об) при зенковки Workpie ce materi al Material group cutting speed Vc (м/мин) feed f (мм/U) for countersinker 20 117755 <6 8-12,4 16,5-31 sСtтeаeлlьuдpоto505000НN/м/мm2m2 1.1 - 1.2 45 - 75 0,03 - 0,08 0,08 - 0,10 0,10 - 0,20 sСtтeаeлlьuдpоto808000НN/м/мm2m2 1.3 - 1.4 45 - 75 0,03 - 0,08 0,08 - 0,10 0,10 - 0,20 6 sСtтeаeлlьoбveоrле8е0080N0/mН/mм2м 2 1.5 30 - 45 0,02 - 0,05 0,04 - 0,08 0,08 - 0,10 Нержавеющая сталь 2.1-2.2-2.3-2.4 22 - 40 0,02 - 0,05 0,04 - 0,08 0,08 - 0,10 stainless steel жаропрочная сталь 1.6 12 - 24 0,02 - 0,04 0,03 - 0,06 0,06 - 0,08 heat resisting steel литейный, ковкий, закаленный чугун 7.1-7.2-7.3 22 - 45 0,04 - 0,08 0,08 - 0,12 0,12 - 0,16 cast iron, malleable cast iron 7 HHC < 65 HRC 8.1-8.2 25 - 45 0,03 - 0,07 0,05 - 0,1 0,1 - 0,15 HHC < 65 HRC MAC Алюм., алюм. сплав более 80 HB 9.1-9.2 75 - 150 0,04 - 0,10 0,10 - 0,20 0,16 - 0,25 aluminum, alu. alloy over 80 HB Латунь, бронза, медь, бронза 10.1-10.2-10.3 38 - 75 0,04 - 0,08 0,08 - 0,12 0,12 - 0,16 brass, bronze, copper, leaded bronze all Пластик 11.1-11.2-11.3-11.4 38 - 75 0,03 - 0,08 0,08 - 0,12 0,12 - 0,20 plastics 8 Рекомендуемые параметры резки для фрез Karnasch · HPC · INOXRecommended cutting data for Karnasch · high performance stainless steel end mills 30 774415 OIL Группа материалов < 700 Н/мм2 < 700 Н/мм2 < 1100 Н/мм2 Material group 4.1 4.2 d1 Vc мм/ fz/мм Vc мм/ fz/мм Vc мм/ fz/мм ap = 1×D ae = 1×Dapминминмин 9 3,0 130 0,020 120 0,020 100 0,020 4,0 130 0,020 120 0,020 100 0,020 ae 5,0 130 0,020 120 0,020 100 0,020 6,0 130 0,030 120 0,030 100 0,030 8,0 130 0,040 120 0,040 100 0,040 ap = 2×D ae = 0,02×D 10,0 130 0,050 120 0,050 100 0,050 ap 12,0 130 0,060 120 0,060 100 0,060 16,0 130 0,080 120 0,080 100 0,080 10 20,0 130 0,100 120 0,100 100 0,100 ae Index 1273 HINES