Основной каталог Karnasch 2021 - страница 1253
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021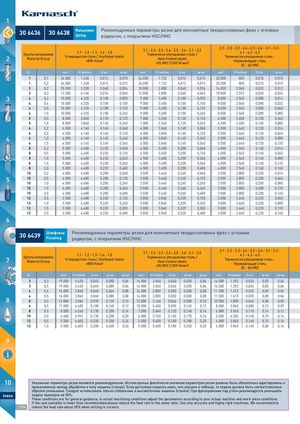
1 30 664436 30 664438 ФальцеваниеSlotting Рекомендуемые параметры резки для монолитных твердосплавных фрез с угловымрадиусом, с покрытием HSC/HHC 2 Группа материаловMaterial Group 1.1 - 1.2 - 1.3 - 1.4 - 1.5Углеродистая сталь / Unalloyed steels<850 H/мм²2.1 - 2.2 - 2.3 - 2.4 - 2.5 - 2.6 - 3.1 - 3.2Термически улучшаемая сталь /Heat treated steels<35 HRC (1200 H/мм²)2.1 - 2.2 - 2.3 - 2.4 - 2.5 - 2.6 - 3.1 - 3.2 -4.1 - 4.2 - 4.3Термически улучшаемая сталь -Нержавеющая сталь35 - 45 HRC d1 r мин1 Vf мм/мин fz мм ap мм мин1 Vf мм/мин fz мм ap мм мин1 Vf мм/мин fz мм ap мм 1 0,1 26.000 1.248 0,012 0,010 24.000 1.152 0,012 0,010 20.000 800 0,010 0,010 1 0,2 26.000 1.248 0,012 0,015 24.000 1.152 0,012 0,015 20.000 800 0,010 0,010 2 0,2 20.000 3.200 0,040 0,036 18.000 2.880 0,040 0,036 16.000 2.048 0,032 0,012 3 0,3 13.500 4.104 0,076 0,060 12.000 2.880 0,060 0,060 10.800 2.592 0,060 0,024 3 4 0,2 10.000 4.320 0,108 0,050 9.000 3.600 0,100 0,050 8.000 2.560 0,080 0,016 4 0,4 10.000 4.320 0,108 0,100 9.000 3.600 0,100 0,100 8.000 2.560 0,080 0,032 4 0,5 10.000 4.320 0,108 0,120 9.000 3.600 0,100 0,120 8.000 2.560 0,080 0,040 4 1,0 10.000 4.320 0,108 0,240 9.000 3.600 0,100 0,240 8.000 2.560 0,080 0,080 5 0,5 8.000 3.840 0,120 0,120 7.000 3.360 0,120 0,120 6.500 2.600 0,100 0,040 5 1,0 8.000 3.840 0,120 0,240 7.000 3.360 0,120 0,240 6.500 2.600 0,100 0,080 6 0,2 6.500 4.160 0,160 0,048 6.000 3.840 0,160 0,048 5.500 2.640 0,120 0,016 6 0,5 6.500 4.160 0,160 0,120 6.000 3.840 0,160 0,120 5.500 2.640 0,120 0,040 4 6 1,0 6.500 4.160 0,160 0,240 6.000 3.840 0,160 0,240 5.500 2.640 0,120 0,080 6 1,5 6.500 4.160 0,160 0,360 6.000 3.840 0,160 0,360 5.500 2.640 0,120 0,120 8 0,2 5.000 4.400 0,220 0,048 4.500 3.600 0,200 0,048 4.000 2.560 0,160 0,016 8 0,5 5.000 4.400 0,220 0,120 4.500 3.600 0,200 0,120 4.000 2.560 0,160 0,040 8 1,0 5.000 4.400 0,220 0,240 4.500 3.600 0,200 0,240 4.000 2.560 0,160 0,080 8 1,5 5.000 4.400 0,220 0,360 4.500 3.600 0,200 0,360 4.000 2.560 0,160 0,120 8 2,0 5.000 4.400 0,220 0,480 4.500 3.600 0,200 0,480 4.000 2.560 0,160 0,160 10 0,2 4.000 4.480 0,280 0,048 3.500 3.640 0,260 0,048 3.500 2.800 0,200 0,016 5 10 0,5 4.000 4.480 0,280 0,120 3.500 3.640 0,260 0,120 3.500 2.800 0,200 0,040 10 1,0 4.000 4.480 0,280 0,240 3.500 3.640 0,260 0,240 3.500 2.800 0,200 0,080 10 1,5 4.000 4.480 0,280 0,360 3.500 3.640 0,260 0,360 3.500 2.800 0,200 0,120 10 2,0 4.000 4.480 0,280 0,480 3.500 3.640 0,260 0,480 3.500 2.800 0,200 0,160 12 0,5 3.500 4.480 0,320 0,120 3.000 3.840 0,320 0,120 3.000 2.640 0,220 0,040 12 1,0 3.500 4.480 0,320 0,240 3.000 3.840 0,320 0,240 3.000 2.640 0,220 0,080 12 1,5 3.500 4.480 0,320 0,300 3.000 3.840 0,320 0,300 3.000 2.640 0,220 0,120 12 2,0 3.500 4.480 0,320 0,480 3.000 3.840 0,320 0,480 3.000 2.640 0,220 0,160 6 30 664439 ШлифовкаFinishing Рекомендуемые параметры резки для монолитных твердосплавных фрез с угловымрадиусом, с покрытием HSC/HHC 7 Группа материаловMaterial Group 1.1 - 1.2 - 1.3 - 1.4 - 1.5Углеродистая сталь / Unalloyed steels<850 H/мм²NES2.1 - 2.2 - 2.3 - 2.4 - 2.5 - 2.6 - 3.1 - 3.2Термически улучшаемая сталь /Heat treated steels<35 HRC (1200 H/мм²)2.1 - 2.2 - 2.3 - 2.4 - 2.5 - 2.6 - 3.1 - 3.2 -4.1 - 4.2 - 4.3Термически улучшаемая сталь -Нержавеющая сталь35 - 45 HRC d1 r мин1 Vf мм/мин fz мм ap мм ae мм мин1 Vf мм/мин fz мм ap мм ae мм мин1 Vf мм/мин fz мм ap мм ae мм 3 0,3 19.000 3.420 0,045 0,050 0,06 16.000 2.560 0,040 0,030 0,06 14.500 1.392 0,024 0,03 0,04 3 0,5 19.000 3.420 0,045 0,080 0,06 16.000 2.560 0,040 0,050 0,06 14.500 1.392 0,024 0,05 0,04 4 0,4 16.000 3.840 0,060 0,064 0,08 14.000 2.800 0,050 0,050 0,08 11.500 1.472 0,032 0,05 0,04 4 0,5 16.000 3.840 0,060 0,080 0,08 14.000 2.800 0,050 0,080 0,08 11.500 1.610 0,035 0,08 0,04 8 5 0,5 12.800 3.584 0,070 0,120 0,10 12.000 3.168 0,066 0,080 0,10 10.000 1.800 0,045 0,08 0,05 6 0,5 11.000 6.600 0,100 0,160 0,12 10.000 5.400 0,090 0,145 0,12 8.000 3.840 0,080 0,13 0,09 8 0,5 8.000 6.240 0,130 0,200 0,16 7.000 5.040 0,120 0,160 0,14 6.000 3.960 0,110 0,14 0,12 OIL 10 0,5 6.400 4.992 0,130 0,200 0,20 6.000 5.760 0,160 0,170 0,16 5.000 4.200 0,140 0,15 0,14 12 0,5 5.500 6.600 0,200 0,200 0,24 5.000 5.400 0,180 0,180 0,20 4.000 3.840 0,160 0,15 0,16 12 1,0 5.500 6.600 0,200 0,400 0,24 5.000 5.400 0,180 0,350 0,20 4.000 3.840 0,160 0,30 0,16 9 10 Указанные параметры резки являются рекомендуемыми. Используемые фактически значения параметров резки должны быть обязательно адаптированы к применяемому методу обработки и типу машины (станка). Если доступная скорость ниже, чем указано в таблице, то подача должна быть соответственным образом уменьшена. Следует использовать только стабильные и высокоточные машины (станки). При фрезеровании под углом рекомендуется уменьшить Index подачу примерно на 50%. These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. If the rpm available is lower than recommended please reduce the feed rate to the same ratio. Use only accurate and highly rigid machines. We recommend to 1274 reduce the feed rate about 50% when milling in corners. MACHI