Основной каталог Karnasch 2021 - страница 1223
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021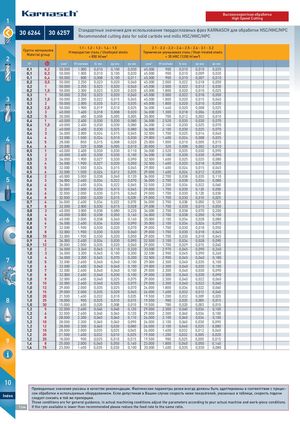
Высокоскоростная обработка 1 High Speed Cutting 30 662264 30 662257 Стандартные значения для использования твердосплавных фрез KARNASCH для обработки HSC/HHC/HPCRecommended cutting data for solid carbide end mills HSC/HHC/HPC 1.1 – 1.2 – 1.3 – 1.4 – 1.5 2.1 – 2.2 – 2.3 – 2.4 – 2.5 – 2.6 - 3.1 - 3.2 Группа материалов Углеродистая сталь / Unalloyed steels Термически улучшаемая сталь / Heat-treated steels Material group2 < 850 Н/мм2 < 35 HRC (1200 Н/мм2) d1 l3 мин1 Vf мм/мин fz мм ap мм ae мм мин1 Vf мм/мин fz мм ap мм ae мм 0,1 0,2 50.000 1.000 0,010 0,100 0,030 45.000 900 0,010 0,010 0,025 0,1 0,3 50.000 1.000 0,010 0,100 0,020 45.000 900 0,010 0,009 0,020 0,1 0,4 50.000 800 0,008 0,100 0,011 45.000 900 0,010 0,007 0,010 0,2 0,5 50.000 2.250 0,023 0,020 0,060 45.000 2.000 0,022 0,018 0,050 0,2 1 50.000 2.250 0,023 0,020 0,040 45.000 2.000 0,022 0,012 0,030 0,2 1,5 50.000 2.300 0,023 0,020 0,020 45.000 1.800 0,020 0,010 0,025 0,3 1 50.000 2.250 0,023 0,020 0,060 45.000 2.000 0,022 0,018 0,050 3 0,3 1,5 50.000 2.200 0,022 0,015 0,045 45.000 1.800 0,020 0,015 0,040 0,3 2 50.000 2.000 0,020 0,012 0,035 45.000 1.800 0,020 0,010 0,030 0,3 2,5 50.000 1.900 0,019 0,010 0,025 36.000 1.440 0,020 0,008 0,025 0,3 3 40.000 1.400 0,018 0,008 0,020 36.000 1.300 0,018 0,006 0,020 0,3 5 30.000 480 0,008 0,005 0,005 30.000 700 0,012 0,003 0,010 0,4 1 40.000 2.400 0,030 0,030 0,080 36.000 2.520 0,035 0,030 0,070 0,4 1,5 40.000 2.400 0,030 0,030 0,080 36.000 2.160 0,030 0,025 0,070 0,4 2 40.000 2.400 0,030 0,025 0,080 36.000 2.100 0,030 0,025 0,070 0,4 3 36.000 2.000 0,026 0,015 0,045 32.500 1.700 0,025 0,014 0,040 4 0,4 4 32.000 1.500 0,024 0,010 0,030 29.000 1.400 0,024 0,008 0,0250,4528.0008500,0150,0080,02025.0001.0000,0100,0050,015 0,4 6 20.000 320 0,008 0,005 0,010 20.000 320 0,008 0,002 0,010 0,5 1 40.000 2.400 0,030 0,030 0,110 36.000 2.520 0,035 0,030 0,090 0,5 2 40.000 2.400 0,030 0,030 0,100 36.000 2.100 0,030 0,030 0,090 0,5 3 36.000 1.900 0,027 0,030 0,090 32.500 1.600 0,025 0,025 0,080 0,5 4 36.000 1.900 0,027 0,020 0,050 32.500 1.600 0,025 0,018 0,050 0,5 5 32.000 1.500 0,024 0,015 0,045 29.000 1.400 0,024 0,015 0,045 0,5 6 32.000 1.500 0,024 0,012 0,035 29.000 1.400 0,024 0,012 0,035 5 0,6 2 40.000 3.000 0,038 0,040 0,120 36.000 2.700 0,038 0,035 0,1100,6336.0002.4000,0340,0220,07036.0002.7000,0380,0260,080 0,6 4 36.000 2.400 0,034 0,022 0,065 32.500 2.200 0,034 0,022 0,060 0,6 5 32.000 2.000 0,030 0,015 0,045 29.000 1.700 0,030 0,120 0,050 0,6 6 32.000 2.000 0,030 0,015 0,040 29.000 1.700 0,030 0,120 0,030 0,6 8 32.000 2.000 0,030 0,015 0,035 29.000 1.700 0,030 0,010 0,025 0,7 4 36.000 2.400 0,034 0,022 0,070 36.000 2.700 0,038 0,050 0,120 0,7 8 32.000 2.000 0,030 0,015 0,028 29.000 1.700 0,030 0,015 0,050 0,8 2 40.000 3.000 0,038 0,080 0,220 36.000 2.700 0,038 0,070 0,200 0,8 4 40.000 3.000 0,038 0,050 0,160 36.000 2.700 0,038 0,050 0,150 6 0,8 5 40.000 3.000 0,038 0,040 0,140 35.000 2.100 0,034 0,028 0,080 0,8 6 36.000 2.400 0,034 0,030 0,090 35.000 2.100 0,034 0,026 0,075 0,8 7 32.000 1.900 0,030 0,020 0,070 29.000 1.700 0,030 0,018 0,050 0,8 8 32.000 1.900 0,030 0,020 0,060 29.000 1.700 0,030 0,018 0,045 0,8 10 32.000 1.900 0,030 0,020 0,050 29.000 1.700 0,030 0,018 0,045 0,9 6 36.000 2.400 0,034 0,030 0,090 32.500 2.100 0,034 0,028 0,090 0,9 12 28.000 2.000 0,035 0,020 0,060 29.000 1.700 0,029 0,015 0,040 1,0 2 36.000 3.240 0,045 0,110 0,320 33.000 2.970 0,045 0,090 0,260 1,0 3 36.000 3.200 0,045 0,100 0,300 32.500 2.900 0,045 0,090 0,260 7 1,0 4 36.000 3.200 0,045 0,070 0,200 32.500 2.900 0,045 0,060 0,1801,0532.0002.6000,0400,0400,10029.0002.3000,0400,0350,100 1,0 6 32.000 2.600 0,040 0,040 0,100 29.000 2.300 0,040 0,035 0,100 NES 1,0 7 32.000 2.600 0,040 0,040 0,100 29.000 2.300 0,040 0,030 0,090 1,0 8 32.000 2.600 0,040 0,030 0,100 29.000 2.300 0,040 0,030 0,090 1,0 9 32.000 2.600 0,040 0,025 0,075 29.000 2.300 0,040 0,022 0,060 1,0 10 32.000 2.600 0,040 0,025 0,075 29.000 2.300 0,040 0,022 0,060 1,0 12 29.000 2.000 0,035 0,025 0,070 26.000 1.800 0,036 0,022 0,060 1,0 15 29.000 2.000 0,035 0,020 0,065 26.000 1.600 0,032 0,012 0,040 1,0 20 21.500 1.400 0,032 0,010 0,025 19.500 1.200 0,032 0,009 0,020 8 1,0 25 18.000 900 0,025 0,010 0,015 19.500 980 0,025 0,005 0,015 1,0 30 15.000 600 0,020 0,008 0,010 19.500 780 0,020 0,003 0,010 1,2 5 32.000 2.600 0,040 0,040 0,120 29.000 2.300 0,040 0,036 0,100 1,2 6 32.000 2.600 0,040 0,040 0,120 29.000 2.300 0,040 0,036 0,100 OIL 1,2 8 28.000 2.300 0,040 0,040 0,110 26.000 2.100 0,040 0,036 0,100 1,2 10 28.000 2.300 0,040 0,040 0,090 26.000 2.100 0,040 0,030 0,090 1,2 12 28.000 2.300 0,040 0,030 0,080 26.000 2.100 0,040 0,025 0,080 1,2 15 28.000 2.000 0,035 0,025 0,065 26.000 1.600 0,032 0,012 0,040 1,2 20 21.500 1.400 0,032 0,010 0,025 19.500 1.200 0,032 0,005 0,020 9 1,2 25 18.000 900 0,025 0,010 0,015 19.500 980 0,025 0,005 0,0151,4825.0002.0000,0400,0500,16023.0001.8000,0400,0500,140 1,4 15 23.000 1.600 0,035 0,030 0,100 20.000 1.400 0,035 0,030 0,080 10 Приведенные значения указаны в качестве рекомендации. Фактические параметры резки всегда должны быть адаптированы в соответствии с процес- Index сом обработки и используемым оборудованием. Если допустимая в Вашем случае скорость ниже показателей, указанных в таблице, скорость подачиследует снизить в той же пропорции. These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. 1244 If the rpm available is lower than recommended please reduce the feed rate to the same ratio. MACHI