Каталог Iscar вращающийся инструмент 2017 - страница 586
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022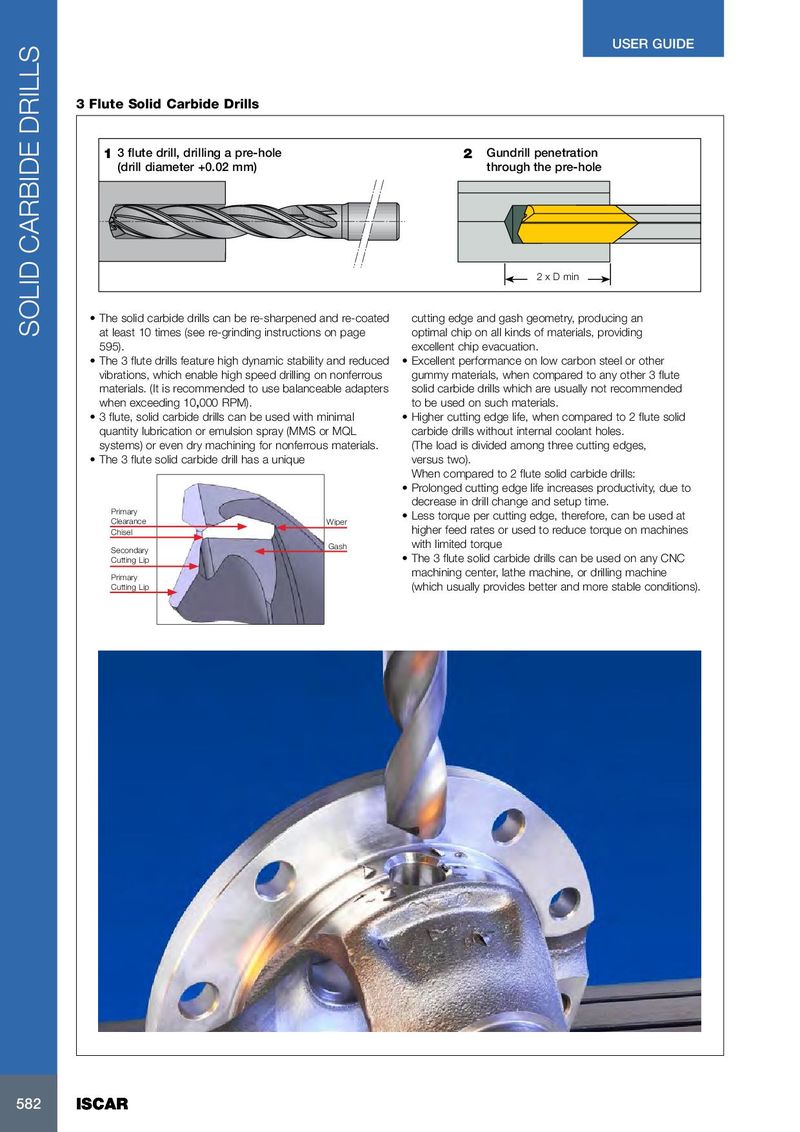
USER GUIDE 3 Flute Solid Carbide Drills 1 3 flute drill, drilling a pre-hole 2 Gundrill penetration (drill diameter +0.02 mm) through the pre-hole 2 x D min • The solid carbide drills can be re-sharpened and re-coated cutting edge and gash geometry, producing an SOLID CARBIDE DRILLS at least 10 times (see re-grinding instructions on page optimal chip on all kinds of materials, providing 595). excellent chip evacuation. • The 3 flute drills feature high dynamic stability and reduced • Excellent performance on low carbon steel or other vibrations, which enable high speed drilling on nonferrous gummy materials, when compared to any other 3 flute materials. (It is recommended to use balanceable adapters solid carbide drills which are usually not recommended when exceeding 10,000 RPM). to be used on such materials. • 3 flute, solid carbide drills can be used with minimal • Higher cutting edge life, when compared to 2 flute solid quantity lubrication or emulsion spray (MMS or MQL carbide drills without internal coolant holes. systems) or even dry machining for nonferrous materials. (The load is divided among three cutting edges, • The 3 flute solid carbide drill has a unique versus two). When compared to 2 flute solid carbide drills: • Prolonged cutting edge life increases productivity, due to decrease in drill change and setup time. Primary • Less torque per cutting edge, therefore, can be used at Clearance Wiper Chisel higher feed rates or used to reduce torque on machines with limited torque Secondary Gash Cutting Lip • The 3 flute solid carbide drills can be used on any CNC Primary machining center, lathe machine, or drilling machine Cutting Lip (which usually provides better and more stable conditions). 582 582 ISCAR ISCAR