Каталог Iscar вращающийся инструмент 2017 - страница 456
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022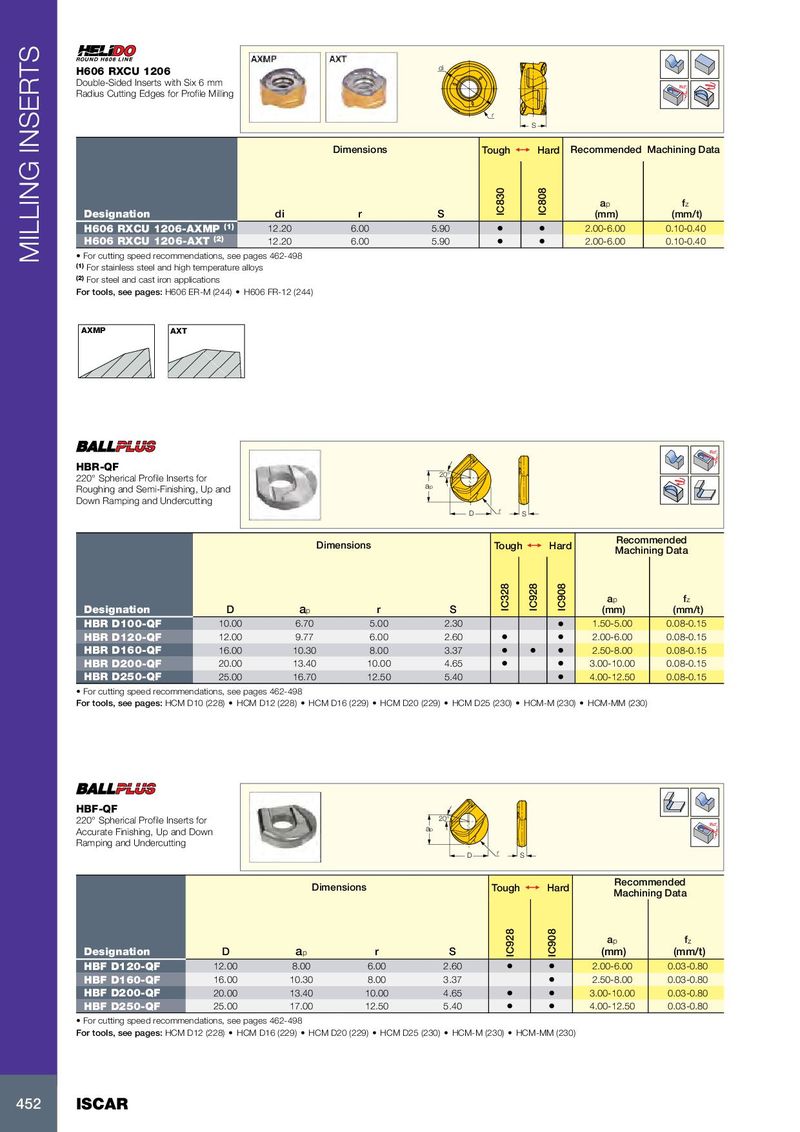
di H606 RXCU 1206 Double-Sided Inserts with Six 6 mm Rd° Radius Cutting Edges for Profile Milling r S Dimensions Tough 1 Hard Recommended Machining Data a p f z Designation di r S IC830 IC808 (mm) (mm/t) H606 RXCU 1206-AXMP (1) 12.20 6.00 5.90 • • 2.00-6.00 0.10-0.40 H606 RXCU 1206-AXT (2) 12.20 6.00 5.90 • • 2.00-6.00 0.10-0.40 • For cutting speed recommendations, see pages 462-498 MILLING INSERTS (1) For stainless steel and high temperature alloys (2) For steel and cast iron applications For tools, see pages: H606 ER-M (244) • H606 FR-12 (244) AXMP AXT Rd° HBR-QF 20° 220° Spherical Profile Inserts for ap Roughing and Semi-Finishing, Up and Down Ramping and Undercutting D r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation D a p r S IC328 IC928 IC908 (mm) (mm/t) HBR D100-QF 10.00 6.70 5.00 2.30 • 1.50-5.00 0.08-0.15 HBR D120-QF 12.00 9.77 6.00 2.60 • • 2.00-6.00 0.08-0.15 HBR D160-QF 16.00 10.30 8.00 3.37 • • • 2.50-8.00 0.08-0.15 HBR D200-QF 20.00 13.40 10.00 4.65 • • 3.00-10.00 0.08-0.15 HBR D250-QF 25.00 16.70 12.50 5.40 • 4.00-12.50 0.08-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HCM D10 (228) • HCM D12 (228) • HCM D16 (229) • HCM D20 (229) • HCM D25 (230) • HCM-M (230) • HCM-MM (230) HBF-QF 220° Spherical Profile Inserts for 20° Rd° Accurate Finishing, Up and Down ap Ramping and Undercutting D r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation D a p r S IC928 IC908 (mm) (mm/t) HBF D120-QF 12.00 8.00 6.00 2.60 • • 2.00-6.00 0.03-0.80 HBF D160-QF 16.00 10.30 8.00 3.37 • 2.50-8.00 0.03-0.80 HBF D200-QF 20.00 13.40 10.00 4.65 • • 3.00-10.00 0.03-0.80 HBF D250-QF 25.00 17.00 12.50 5.40 • • 4.00-12.50 0.03-0.80 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HCM D12 (228) • HCM D16 (229) • HCM D20 (229) • HCM D25 (230) • HCM-M (230) • HCM-MM (230) 452 ISCAR