Каталог Iscar вращающийся инструмент 2017 - страница 449
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022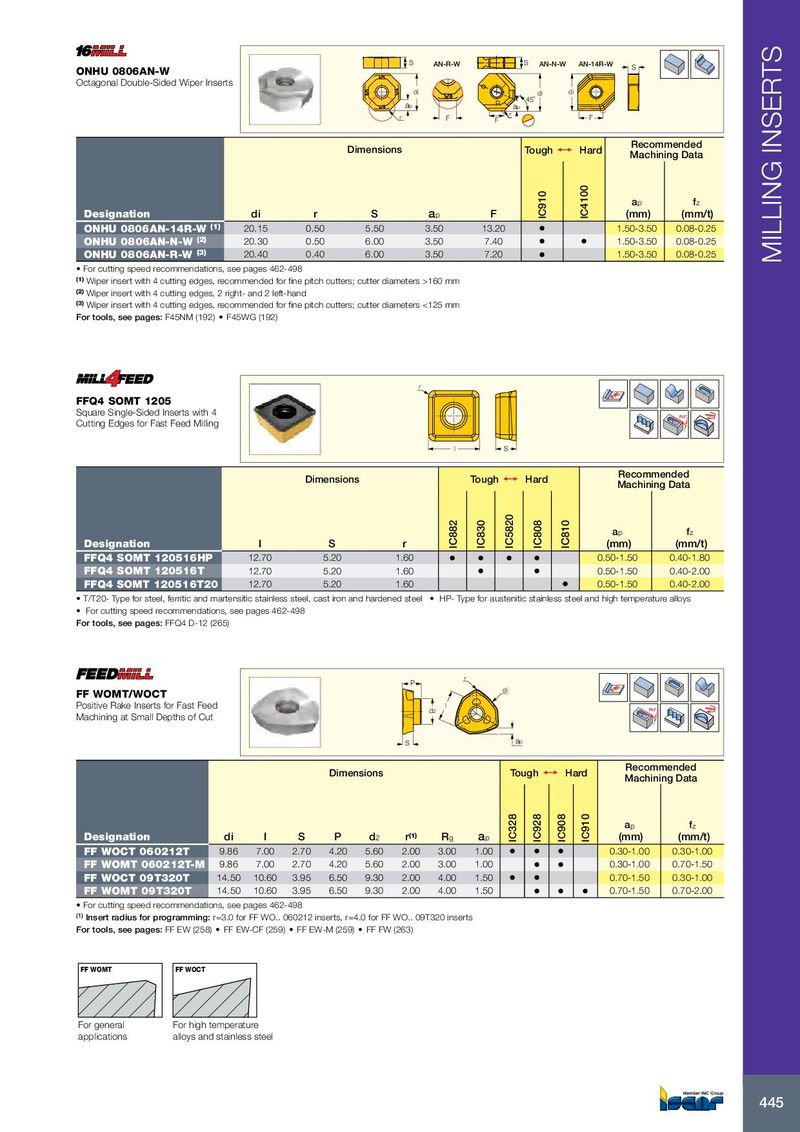
S AN-R-W S AN-N-W AN-14R-W S ONHU 0806AN-W Octagonal Double-Sided Wiper Inserts L di di di 45˚ ap R ap r F r F F Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di r S a p F IC910 IC4100 (mm) (mm/t) ONHU 0806AN-14R-W (1) 20.15 0.50 5.50 3.50 13.20 • 1.50-3.50 0.08-0.25 ONHU 0806AN-N-W (2) 20.30 0.50 6.00 3.50 7.40 • • 1.50-3.50 0.08-0.25 ONHU 0806AN-R-W (3) 20.40 0.40 6.00 3.50 7.20 • 1.50-3.50 0.08-0.25 MILLING INSERTS • For cutting speed recommendations, see pages 462-498 (1) Wiper insert with 4 cutting edges, recommended for fine pitch cutters; cutter diameters >160 mm (2) Wiper insert with 4 cutting edges, 2 right- and 2 left-hand (3) Wiper insert with 4 cutting edges, recommended for fine pitch cutters; cutter diameters <125 mm For tools, see pages: F45NM (192) • F45WG (192) r FFQ4 SOMT 1205 Square Single-Sided Inserts with 4 Rd° Cutting Edges for Fast Feed Milling l S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S r IC882 IC830 IC5820 IC808 IC810 (mm) (mm/t) FFQ4 SOMT 120516HP 12.70 5.20 1.60 • • • • 0.50-1.50 0.40-1.80 FFQ4 SOMT 120516T 12.70 5.20 1.60 • • 0.50-1.50 0.40-2.00 FFQ4 SOMT 120516T20 12.70 5.20 1.60 • 0.50-1.50 0.40-2.00 • T/T20- Type for steel, ferritic and martensitic stainless steel, cast iron and hardened steel • HP- Type for austenitic stainless steel and high temperature alloys • For cutting speed recommendations, see pages 462-498 For tools, see pages: FFQ4 D-12 (265) r P di FF WOMT/WOCT Positive Rake Inserts for Fast Feed l d2 Rd° Machining at Small Depths of Cut S ap Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di l S P d 2 r (1) R g a p IC328 IC928 IC908 IC910 (mm) (mm/t) FF WOCT 060212T 9.86 7.00 2.70 4.20 5.60 2.00 3.00 1.00 • • • 0.30-1.00 0.30-1.00 FF WOMT 060212T-M 9.86 7.00 2.70 4.20 5.60 2.00 3.00 1.00 • • 0.30-1.00 0.70-1.50 FF WOCT 09T320T 14.50 10.60 3.95 6.50 9.30 2.00 4.00 1.50 • • 0.70-1.50 0.30-1.00 FF WOMT 09T320T 14.50 10.60 3.95 6.50 9.30 2.00 4.00 1.50 • • • 0.70-1.50 0.70-2.00 • For cutting speed recommendations, see pages 462-498 (1) Insert radius for programming: r=3.0 for FF WO.. 060212 inserts, r=4.0 for FF WO.. 09T320 inserts For tools, see pages: FF EW (258) • FF EW-CF (259) • FF EW-M (259) • FF FW (263) FF WOMT FF WOCT For general For high temperature applications alloys and stainless steel 445