Каталог Iscar вращающийся инструмент 2017 - страница 447
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022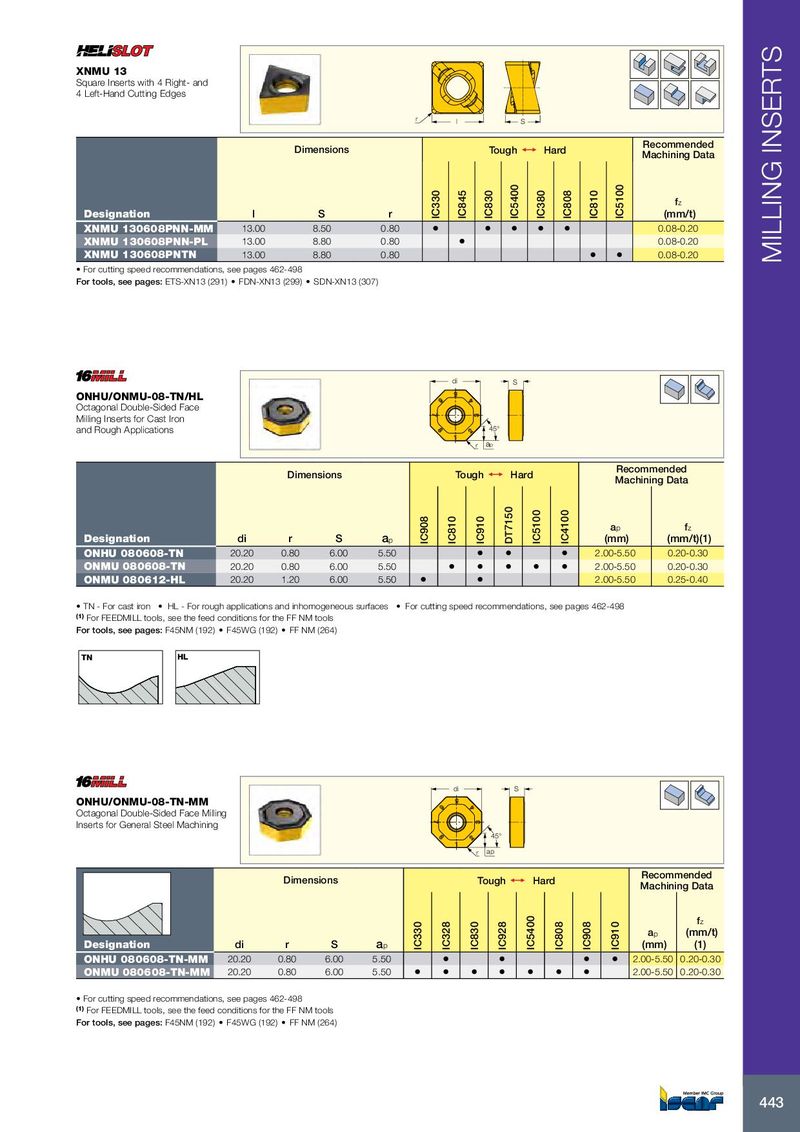
XNMU 13 Square Inserts with 4 Right- and 4 Left-Hand Cutting Edges r l S Recommended Dimensions Tough 1 Hard Machining Data f z Designation l S r IC330 IC845 IC830 IC5400 IC380 IC808 IC810 IC5100 (mm/t) XNMU 130608PNN-MM 13.00 8.50 0.80 • • • • • 0.08-0.20 XNMU 130608PNN-PL 13.00 8.80 0.80 • 0.08-0.20 XNMU 130608PNTN 13.00 8.80 0.80 • • 0.08-0.20 MILLING INSERTS • For cutting speed recommendations, see pages 462-498 For tools, see pages: ETS-XN13 (291) • FDN-XN13 (299) • SDN-XN13 (307) di S ONHU/ONMU-08-TN/HL Octagonal Double-Sided Face Milling Inserts for Cast Iron and Rough Applications 45° r ap Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di r S a p IC908 IC810 IC910 DT7150 IC5100 IC4100 (mm) (mm/t)(1) ONHU 080608-TN 20.20 0.80 6.00 5.50 • • • 2.00-5.50 0.20-0.30 ONMU 080608-TN 20.20 0.80 6.00 5.50 • • • • • 2.00-5.50 0.20-0.30 ONMU 080612-HL 20.20 1.20 6.00 5.50 • • 2.00-5.50 0.25-0.40 • TN - For cast iron • HL - For rough applications and inhomogeneous surfaces • For cutting speed recommendations, see pages 462-498 (1) For FEEDMILL tools, see the feed conditions for the FF NM tools For tools, see pages: F45NM (192) • F45WG (192) • FF NM (264) TN HL di S ONHU/ONMU-08-TN-MM Octagonal Double-Sided Face Milling Inserts for General Steel Machining 45° r ap Recommended Dimensions Tough 1 Hard Machining Data f z a p (mm/t) Designation di r S a p IC330 IC328 IC830 IC928 IC5400 IC808 IC908 IC910 (mm) (1) ONHU 080608-TN-MM 20.20 0.80 6.00 5.50 • • • • 2.00-5.50 0.20-0.30 ONMU 080608-TN-MM 20.20 0.80 6.00 5.50 • • • • • • • 2.00-5.50 0.20-0.30 • For cutting speed recommendations, see pages 462-498 (1) For FEEDMILL tools, see the feed conditions for the FF NM tools For tools, see pages: F45NM (192) • F45WG (192) • FF NM (264) 443