Каталог Iscar вращающийся инструмент 2017 - страница 446
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022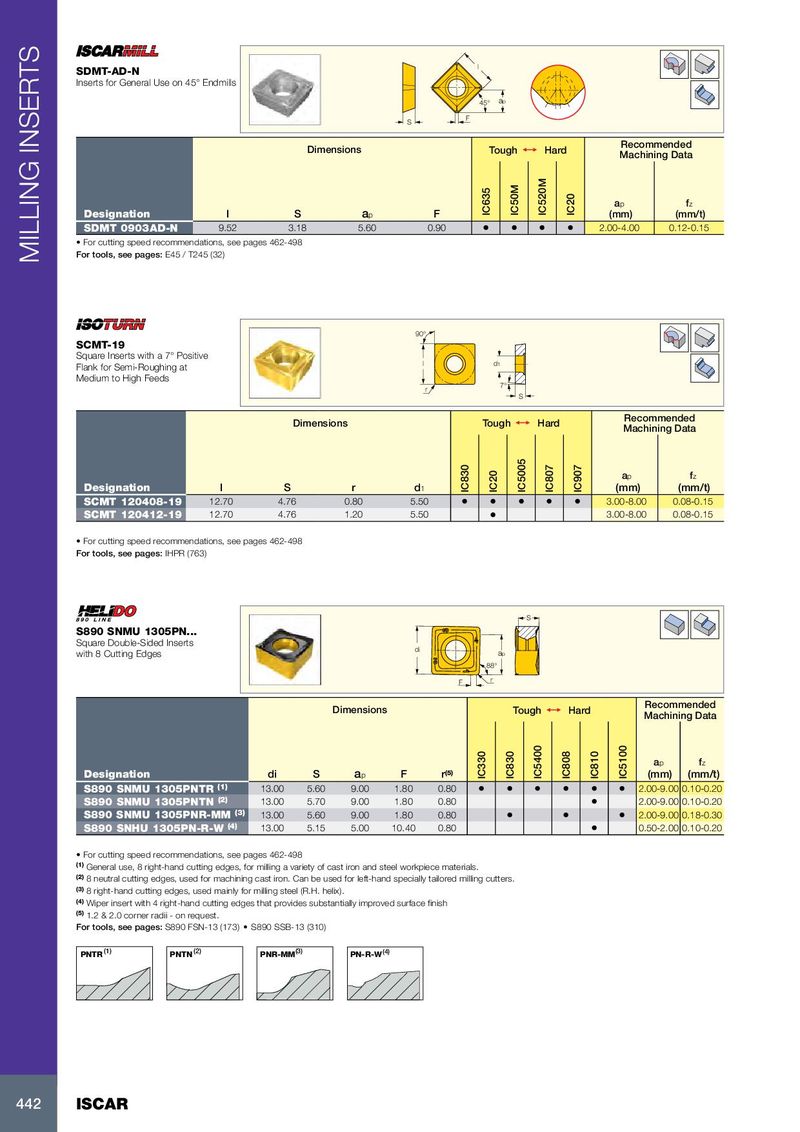
l SDMT-AD-N Inserts for General Use on 45° Endmills 45° ap S F Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S a p F IC635 IC50M IC520M IC20 (mm) (mm/t) SDMT 0903AD-N 9.52 3.18 5.60 0.90 • • • • 2.00-4.00 0.12-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: E45 / T245 (32) MILLING INSERTS 90° SCMT-19 Square Inserts with a 7° Positive l d 1 Flank for Semi-Roughing at Medium to High Feeds r 7° S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S r d 1 IC830 IC20 IC5005 IC807 IC907 (mm) (mm/t) SCMT 120408-19 12.70 4.76 0.80 5.50 • • • • • 3.00-8.00 0.08-0.15 SCMT 120412-19 12.70 4.76 1.20 5.50 • 3.00-8.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 For tools, see pages: IHPR (763) S S890 SNMU 1305PN... Square Double-Sided Inserts di with 8 Cutting Edges ap 88° F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di S a p F r (5) IC330 IC830 IC5400 IC808 IC810 IC5100 (mm) (mm/t) S890 SNMU 1305PNTR (1) 13.00 5.60 9.00 1.80 0.80 • • • • • • 2.00-9.00 0.10-0.20 S890 SNMU 1305PNTN (2) 13.00 5.70 9.00 1.80 0.80 • 2.00-9.00 0.10-0.20 S890 SNMU 1305PNR-MM (3) 13.00 5.60 9.00 1.80 0.80 • • • 2.00-9.00 0.18-0.30 S890 SNHU 1305PN-R-W (4) 13.00 5.15 5.00 10.40 0.80 • 0.50-2.00 0.10-0.20 • For cutting speed recommendations, see pages 462-498 (1) General use, 8 right-hand cutting edges, for milling a variety of cast iron and steel workpiece materials. (2) 8 neutral cutting edges, used for machining cast iron. Can be used for left-hand specially tailored milling cutters. (3) 8 right-hand cutting edges, used mainly for milling steel (R.H. helix). (4) Wiper insert with 4 right-hand cutting edges that provides substantially improved surface finish (5) 1.2 & 2.0 corner radii - on request. For tools, see pages: S890 FSN-13 (173) • S890 SSB-13 (310) PNTR (1) PNTN (2) PNR-MM (3) PN-R-W (4) 442 ISCAR