Каталог Iscar вращающийся инструмент 2017 - страница 445
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022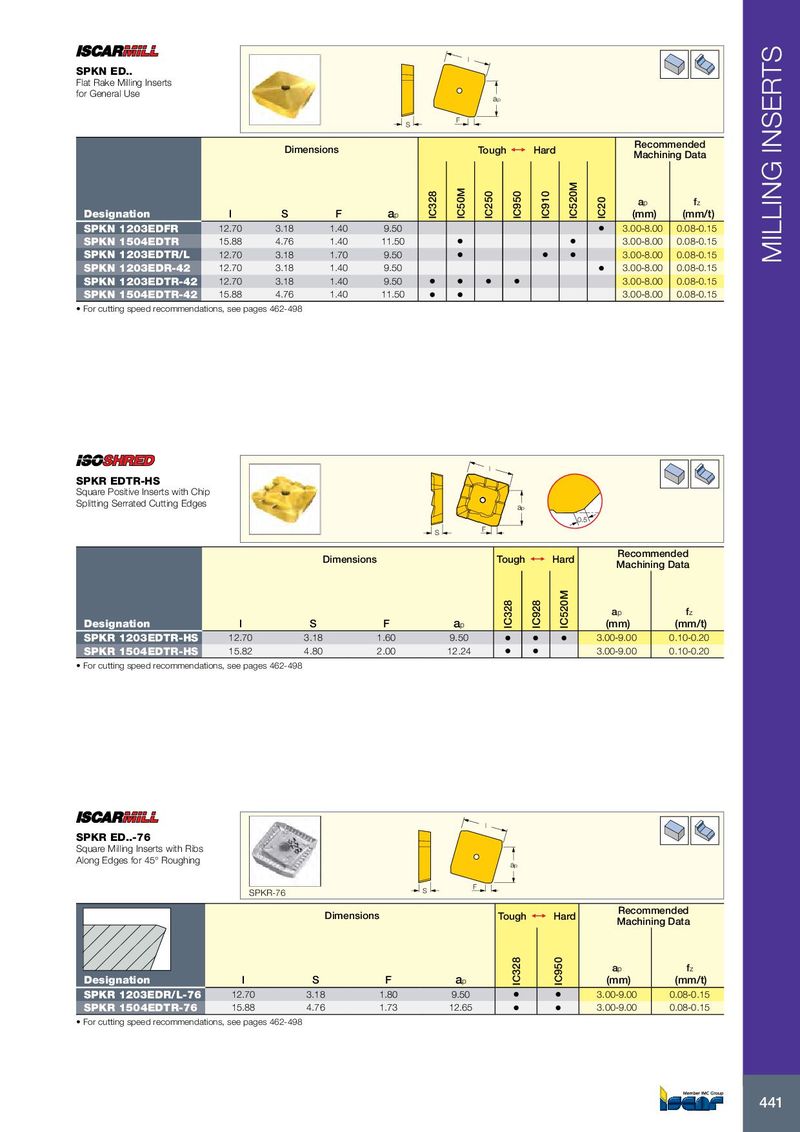
l SPKN ED.. Flat Rake Milling Inserts for General Use ap F S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S F a p IC328 IC50M IC250 IC950 IC910 IC520M IC20 (mm) (mm/t) SPKN 1203EDFR 12.70 3.18 1.40 9.50 • 3.00-8.00 0.08-0.15 SPKN 1504EDTR 15.88 4.76 1.40 11.50 • • 3.00-8.00 0.08-0.15 SPKN 1203EDTR/L 12.70 3.18 1.70 9.50 • • • 3.00-8.00 0.08-0.15 MILLING INSERTS SPKN 1203EDR-42 12.70 3.18 1.40 9.50 • 3.00-8.00 0.08-0.15 SPKN 1203EDTR-42 12.70 3.18 1.40 9.50 • • • • 3.00-8.00 0.08-0.15 SPKN 1504EDTR-42 15.88 4.76 1.40 11.50 • • 3.00-8.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 l SPKR EDTR-HS Square Positive Inserts with Chip Splitting Serrated Cutting Edges ap 0.5 S F Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S F a p IC328 IC928 IC520M (mm) (mm/t) SPKR 1203EDTR-HS 12.70 3.18 1.60 9.50 • • • 3.00-9.00 0.10-0.20 SPKR 1504EDTR-HS 15.82 4.80 2.00 12.24 • • 3.00-9.00 0.10-0.20 • For cutting speed recommendations, see pages 462-498 l SPKR ED..-76 Square Milling Inserts with Ribs Along Edges for 45° Roughing ap F SPKR-76 S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S F a p IC328 IC950 (mm) (mm/t) SPKR 1203EDR/L-76 12.70 3.18 1.80 9.50 • • 3.00-9.00 0.08-0.15 SPKR 1504EDTR-76 15.88 4.76 1.73 12.65 • • 3.00-9.00 0.08-0.15 • For cutting speed recommendations, see pages 462-498 441