Каталог Iscar вращающийся инструмент 2017 - страница 432
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022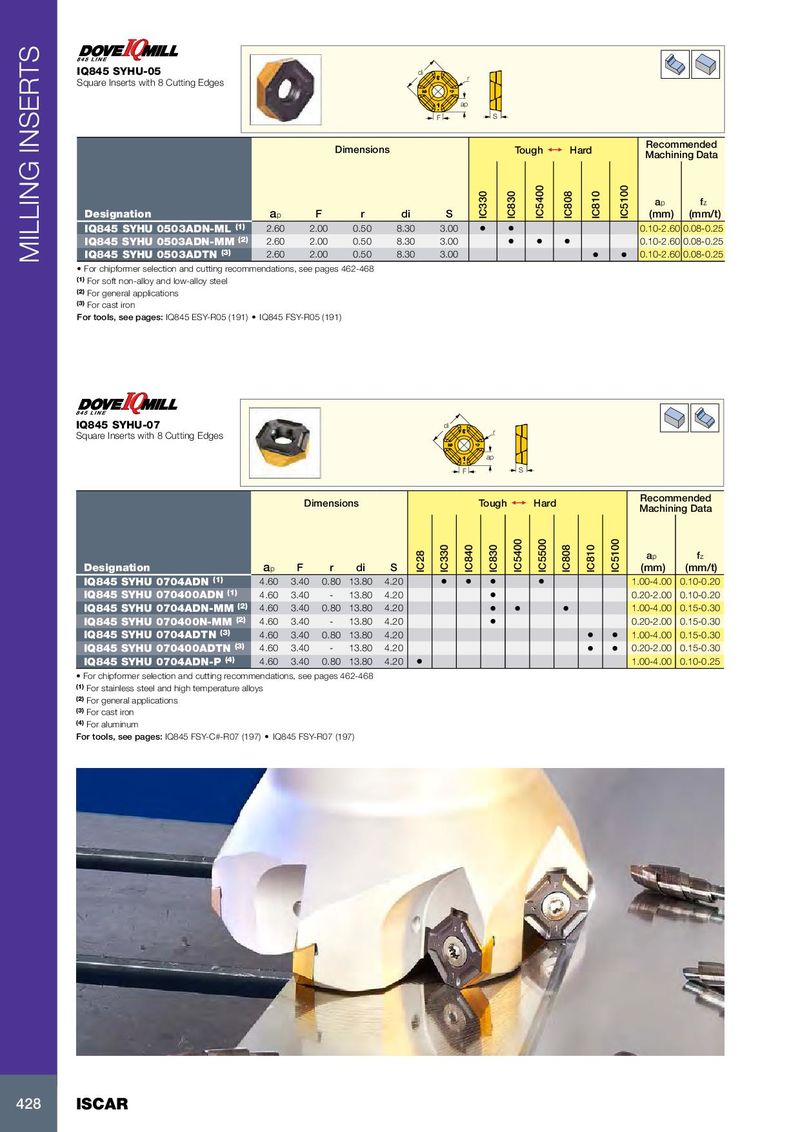
IQ845 SYHU-05 di r Square Inserts with 8 Cutting Edges ap F S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation a p F r di S IC330 IC830 IC5400 IC808 IC810 IC5100 (mm) (mm/t) IQ845 SYHU 0503ADN-ML (1) 2.60 2.00 0.50 8.30 3.00 • • 0.10-2.60 0.08-0.25 IQ845 SYHU 0503ADN-MM (2) 2.60 2.00 0.50 8.30 3.00 • • • 0.10-2.60 0.08-0.25 IQ845 SYHU 0503ADTN (3) 2.60 2.00 0.50 8.30 3.00 MILLING INSERTS • • 0.10-2.60 0.08-0.25 • For chipformer selection and cutting recommendations, see pages 462-468 (1) For soft non-alloy and low-alloy steel (2) For general applications (3) For cast iron For tools, see pages: IQ845 ESY-R05 (191) • IQ845 FSY-R05 (191) IQ845 SYHU-07 di r Square Inserts with 8 Cutting Edges ap F S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation a p F r di S IC28 IC330 IC840 IC830 IC5400 IC5500 IC808 IC810 IC5100 (mm) (mm/t) IQ845 SYHU 0704ADN (1) 4.60 3.40 0.80 13.80 4.20 • • • • 1.00-4.00 0.10-0.20 IQ845 SYHU 070400ADN (1) 4.60 3.40 - 13.80 4.20 • 0.20-2.00 0.10-0.20 IQ845 SYHU 0704ADN-MM (2) 4.60 3.40 0.80 13.80 4.20 • • • 1.00-4.00 0.15-0.30 IQ845 SYHU 070400N-MM (2) 4.60 3.40 - 13.80 4.20 • 0.20-2.00 0.15-0.30 IQ845 SYHU 0704ADTN (3) 4.60 3.40 0.80 13.80 4.20 • • 1.00-4.00 0.15-0.30 IQ845 SYHU 070400ADTN (3) 4.60 3.40 - 13.80 4.20 • • 0.20-2.00 0.15-0.30 IQ845 SYHU 0704ADN-P (4) 4.60 3.40 0.80 13.80 4.20 • 1.00-4.00 0.10-0.25 • For chipformer selection and cutting recommendations, see pages 462-468 (1) For stainless steel and high temperature alloys (2) For general applications (3) For cast iron (4) For aluminum For tools, see pages: IQ845 FSY-C#-R07 (197) • IQ845 FSY-R07 (197) 428 ISCAR