Каталог Iscar вращающийся инструмент 2017 - страница 428
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022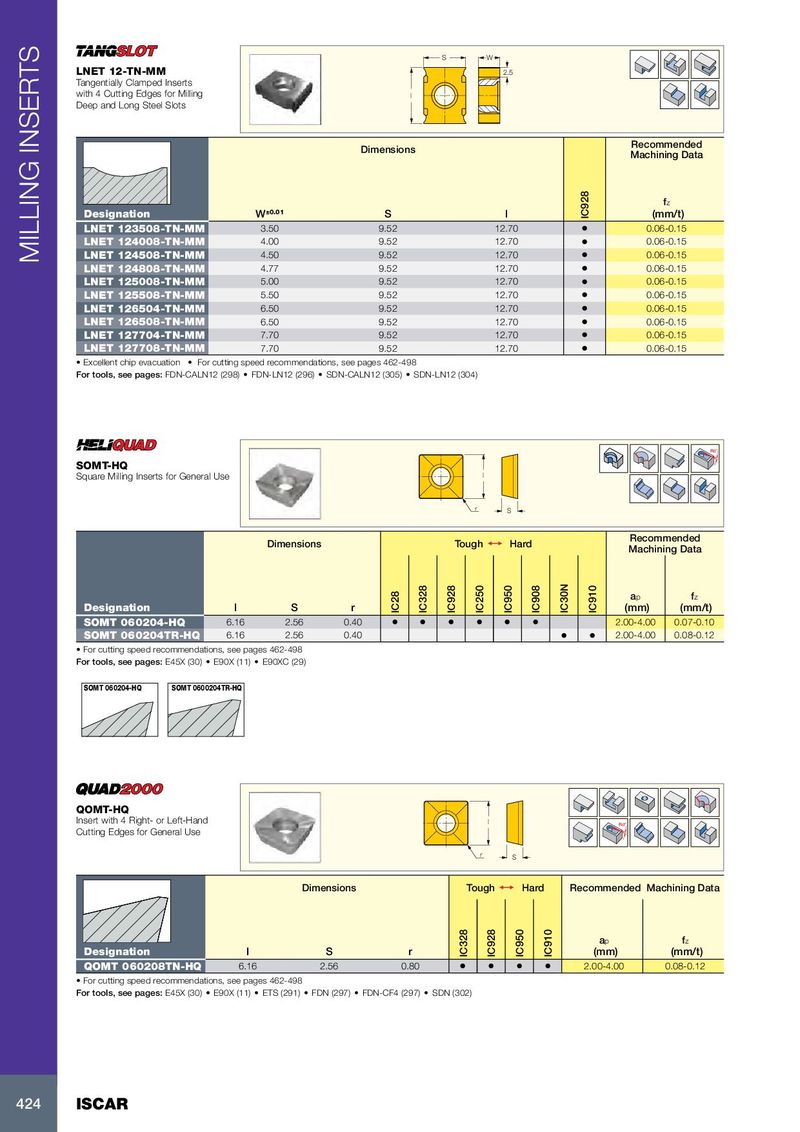
S W LNET 12-TN-MM 2.5 Tangentially Clamped Inserts with 4 Cutting Edges for Milling l Deep and Long Steel Slots Recommended Dimensions Machining Data f z Designation W ±0.01 S l IC928 (mm/t) LNET 123508-TN-MM 3.50 9.52 12.70 • 0.06-0.15 LNET 124008-TN-MM 4.00 9.52 12.70 • 0.06-0.15 LNET 124508-TN-MM 4.50 9.52 12.70 MILLING INSERTS • 0.06-0.15 LNET 124808-TN-MM 4.77 9.52 12.70 • 0.06-0.15 LNET 125008-TN-MM 5.00 9.52 12.70 • 0.06-0.15 LNET 125508-TN-MM 5.50 9.52 12.70 • 0.06-0.15 LNET 126504-TN-MM 6.50 9.52 12.70 • 0.06-0.15 LNET 126508-TN-MM 6.50 9.52 12.70 • 0.06-0.15 LNET 127704-TN-MM 7.70 9.52 12.70 • 0.06-0.15 LNET 127708-TN-MM 7.70 9.52 12.70 • 0.06-0.15 • Excellent chip evacuation • For cutting speed recommendations, see pages 462-498 For tools, see pages: FDN-CALN12 (298) • FDN-LN12 (296) • SDN-CALN12 (305) • SDN-LN12 (304) Rd° SOMT-HQ Square Milling Inserts for General Use l r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l S r IC28 IC328 IC928 IC250 IC950 IC908 IC30N IC910 (mm) (mm/t) SOMT 060204-HQ 6.16 2.56 0.40 • • • • • • 2.00-4.00 0.07-0.10 SOMT 060204TR-HQ 6.16 2.56 0.40 • • 2.00-4.00 0.08-0.12 • For cutting speed recommendations, see pages 462-498 For tools, see pages: E45X (30) • E90X (11) • E90XC (29) SOMT 060204-HQ SOMT 0600204TR-HQ QOMT-HQ Insert with 4 Right- or Left-Hand l Rd° Cutting Edges for General Use r S Dimensions Tough 1 Hard Recommended Machining Data a p f z Designation l S r IC328 IC928 IC950 IC910 (mm) (mm/t) QOMT 060208TN-HQ 6.16 2.56 0.80 • • • • 2.00-4.00 0.08-0.12 • For cutting speed recommendations, see pages 462-498 For tools, see pages: E45X (30) • E90X (11) • ETS (291) • FDN (297) • FDN-CF4 (297) • SDN (302) 424 ISCAR