Каталог Iscar вращающийся инструмент 2017 - страница 422
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022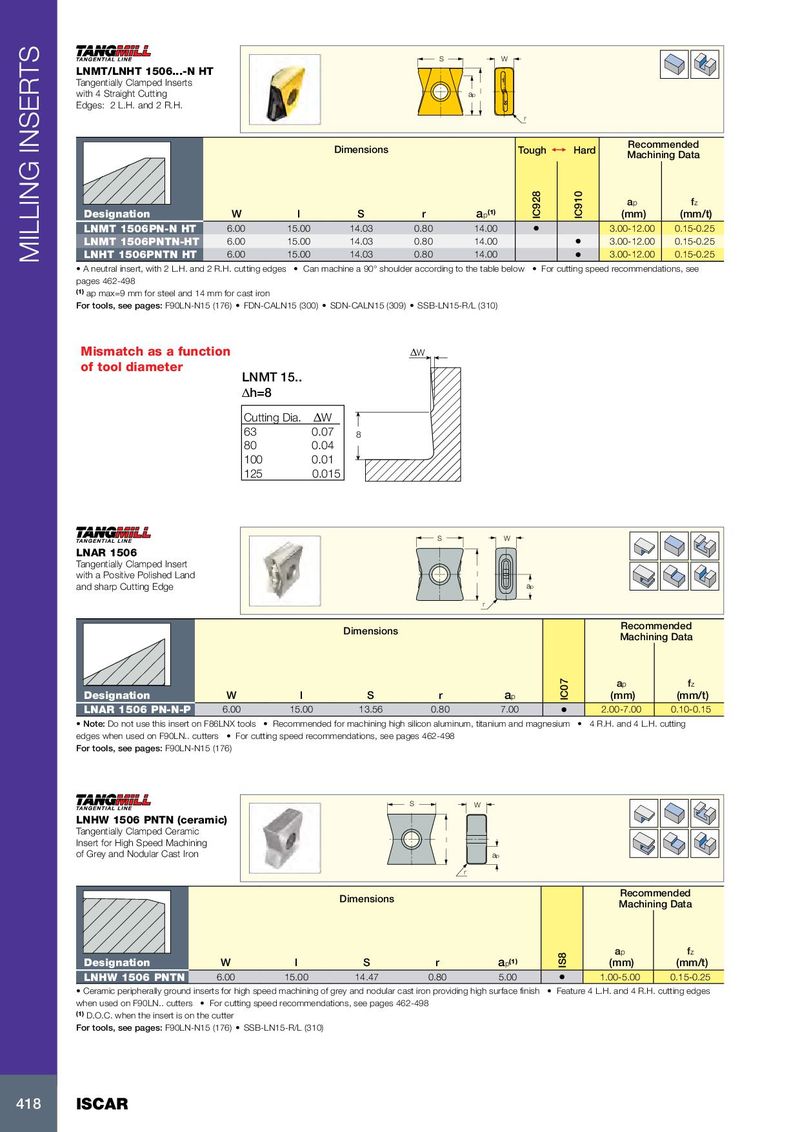
S W LNMT/LNHT 1506...-N HT Tangentially Clamped Inserts with 4 Straight Cutting ap l Edges: 2 L.H. and 2 R.H. r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S r a p (1) IC928 IC910 (mm) (mm/t) LNMT 1506PN-N HT 6.00 15.00 14.03 0.80 14.00 • 3.00-12.00 0.15-0.25 LNMT 1506PNTN-HT 6.00 15.00 14.03 0.80 14.00 • 3.00-12.00 0.15-0.25 LNHT 1506PNTN HT 6.00 15.00 14.03 0.80 14.00 MILLING INSERTS • 3.00-12.00 0.15-0.25 • A neutral insert, with 2 L.H. and 2 R.H. cutting edges • Can machine a 90° shoulder according to the table below • For cutting speed recommendations, see pages 462-498 (1) ap max=9 mm for steel and 14 mm for cast iron For tools, see pages: F90LN-N15 (176) • FDN-CALN15 (300) • SDN-CALN15 (309) • SSB-LN15-R/L (310) Mismatch as a function ΔW of tool diameter LNMT 15.. Δh=8 Cutting Dia. ΔW 63 0.07 8 80 0.04 100 0.01 125 0.015 S W LNAR 1506 Tangentially Clamped Insert with a Positive Polished Land l and sharp Cutting Edge ap r Recommended Dimensions Machining Data a p f z Designation W l S r a p IC07 (mm) (mm/t) LNAR 1506 PN-N-P 6.00 15.00 13.56 0.80 7.00 • 2.00-7.00 0.10-0.15 • Note: Do not use this insert on F86LNX tools • Recommended for machining high silicon aluminum, titanium and magnesium • 4 R.H. and 4 L.H. cutting edges when used on F90LN.. cutters • For cutting speed recommendations, see pages 462-498 For tools, see pages: F90LN-N15 (176) S W LNHW 1506 PNTN (ceramic) Tangentially Clamped Ceramic Insert for High Speed Machining l of Grey and Nodular Cast Iron ap r Recommended Dimensions Machining Data a p f z Designation W l S r a p (1) IS8 (mm) (mm/t) LNHW 1506 PNTN 6.00 15.00 14.47 0.80 5.00 • 1.00-5.00 0.15-0.25 • Ceramic peripherally ground inserts for high speed machining of grey and nodular cast iron providing high surface finish • Feature 4 L.H. and 4 R.H. cutting edges when used on F90LN.. cutters • For cutting speed recommendations, see pages 462-498 (1) D.O.C. when the insert is on the cutter For tools, see pages: F90LN-N15 (176) • SSB-LN15-R/L (310) 418 ISCAR