Каталог Iscar вращающийся инструмент 2017 - страница 421
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022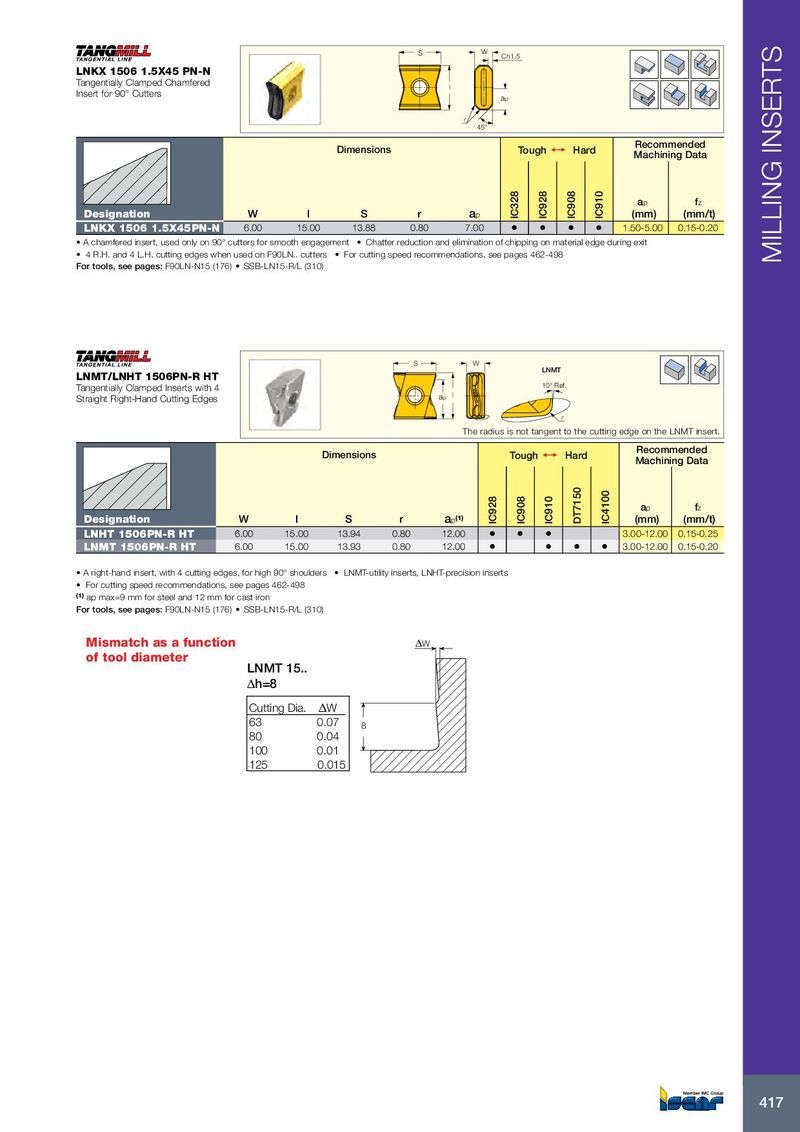
S W Ch1.5 LNKX 1506 1.5X45 PN-N Tangentially Clamped Chamfered l Insert for 90° Cutters ap r 45° Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S r a p IC328 IC928 IC908 IC910 (mm) (mm/t) LNKX 1506 1.5X45PN-N 6.00 15.00 13.88 0.80 7.00 • • • • 1.50-5.00 0.15-0.20 • A chamfered insert, used only on 90° cutters for smooth engagement • Chatter reduction and elimination of chipping on material edge during exit • 4 R.H. and 4 L.H. cutting edges when used on F90LN.. cutters • For cutting speed recommendations, see pages 462-498 MILLING INSERTS For tools, see pages: F90LN-N15 (176) • SSB-LN15-R/L (310) S W LNMT LNMT/LNHT 1506PN-R HT Tangentially Clamped Inserts with 4 10° Ref. Straight Right-Hand Cutting Edges ap l r The radius is not tangent to the cutting edge on the LNMT insert. Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S r a p (1) IC928 IC908 IC910 DT7150 IC4100 (mm) (mm/t) LNHT 1506PN-R HT 6.00 15.00 13.94 0.80 12.00 • • • 3.00-12.00 0.15-0.25 LNMT 1506PN-R HT 6.00 15.00 13.93 0.80 12.00 • • • • 3.00-12.00 0.15-0.20 • A right-hand insert, with 4 cutting edges, for high 90° shoulders • LNMT-utility inserts, LNHT-precision inserts • For cutting speed recommendations, see pages 462-498 (1) ap max=9 mm for steel and 12 mm for cast iron For tools, see pages: F90LN-N15 (176) • SSB-LN15-R/L (310) Mismatch as a function ΔW of tool diameter LNMT 15.. Δh=8 Cutting Dia. ΔW 63 0.07 8 80 0.04 100 0.01 125 0.015 417