Каталог Iscar вращающийся инструмент 2017 - страница 397
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022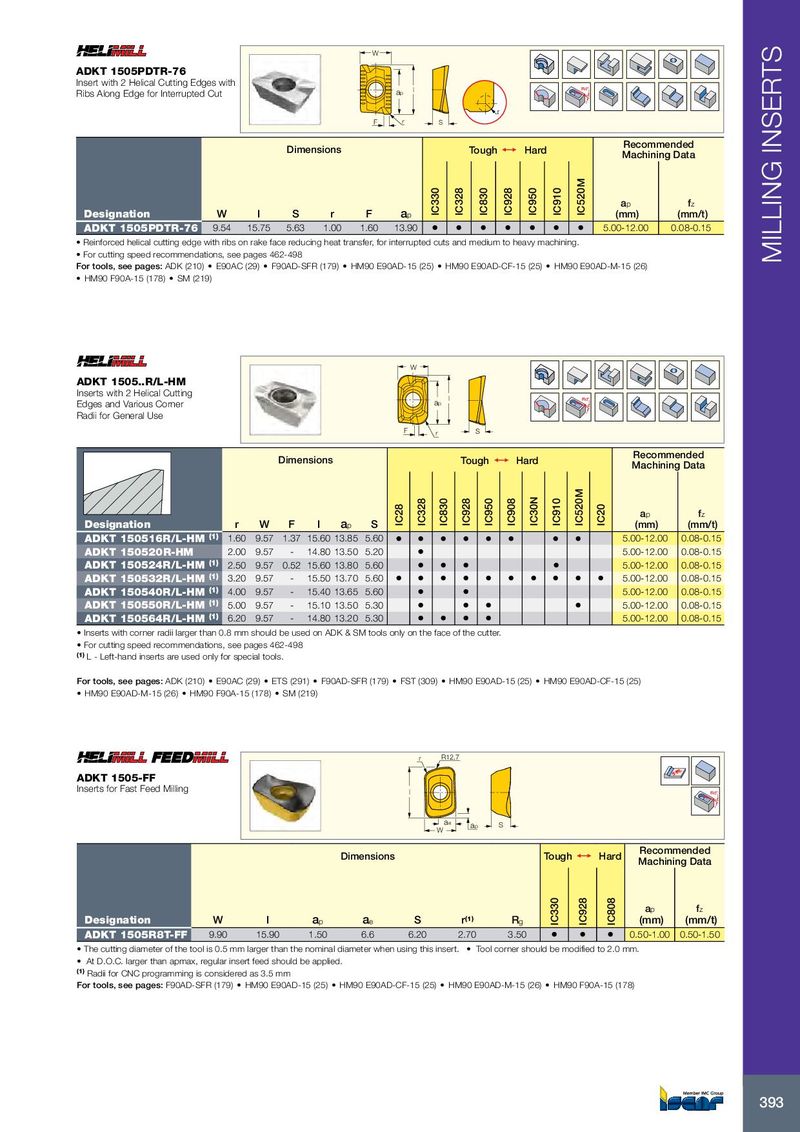
W ADKT 1505PDTR-76 Insert with 2 Helical Cutting Edges with Rd° Ribs Along Edge for Interrupted Cut ap l r F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l S r F a p IC330 IC328 IC830 IC928 IC950 IC910 IC520M (mm) (mm/t) ADKT 1505PDTR-76 9.54 15.75 5.63 1.00 1.60 13.90 • • • • • • • 5.00-12.00 0.08-0.15 • Reinforced helical cutting edge with ribs on rake face reducing heat transfer, for interrupted cuts and medium to heavy machining. • For cutting speed recommendations, see pages 462-498 MILLING INSERTS For tools, see pages: ADK (210) • E90AC (29) • F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) W ADKT 1505..R/L-HM Inserts with 2 Helical Cutting l Rd° Edges and Various Corner ap Radii for General Use F r S Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation r W F l a p S IC28 IC328 IC830 IC928 IC950 IC908 IC30N IC910 IC520M IC20 (mm) (mm/t) ADKT 150516R/L-HM (1) 1.60 9.57 1.37 15.60 13.85 5.60 • • • • • • • • 5.00-12.00 0.08-0.15 ADKT 150520R-HM 2.00 9.57 - 14.80 13.50 5.20 • 5.00-12.00 0.08-0.15 ADKT 150524R/L-HM (1) 2.50 9.57 0.52 15.60 13.80 5.60 • • • • 5.00-12.00 0.08-0.15 ADKT 150532R/L-HM (1) 3.20 9.57 - 15.50 13.70 5.60 • • • • • • • • • • 5.00-12.00 0.08-0.15 ADKT 150540R/L-HM (1) 4.00 9.57 - 15.40 13.65 5.60 • • 5.00-12.00 0.08-0.15 ADKT 150550R/L-HM (1) 5.00 9.57 - 15.10 13.50 5.30 • • • • 5.00-12.00 0.08-0.15 ADKT 150564R/L-HM (1) 6.20 9.57 - 14.80 13.20 5.30 • • • • 5.00-12.00 0.08-0.15 • Inserts with corner radii larger than 0.8 mm should be used on ADK & SM tools only on the face of the cutter. • For cutting speed recommendations, see pages 462-498 (1) L - Left-hand inserts are used only for special tools. For tools, see pages: ADK (210) • E90AC (29) • ETS (291) • F90AD-SFR (179) • FST (309) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) • SM (219) r R12.7 ADKT 1505-FF Inserts for Fast Feed Milling l Rd° ae ap S W Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p a e S r (1) R g IC330 IC928 IC808 (mm) (mm/t) ADKT 1505R8T-FF 9.90 15.90 1.50 6.6 6.20 2.70 3.50 • • • 0.50-1.00 0.50-1.50 • The cutting diameter of the tool is 0.5 mm larger than the nominal diameter when using this insert. • Tool corner should be modified to 2.0 mm. • At D.O.C. larger than apmax, regular insert feed should be applied. (1) Radii for CNC programming is considered as 3.5 mm For tools, see pages: F90AD-SFR (179) • HM90 E90AD-15 (25) • HM90 E90AD-CF-15 (25) • HM90 E90AD-M-15 (26) • HM90 F90A-15 (178) 393